G84_G88:攻丝循环
在工件已钻好孔的位置加工内螺纹。
限制条件:
- 主轴驱动须为变频器或伺服。
- 主轴采用模拟量控制或者脉冲控制。
- 机床必须有主轴侧编码器,否则无法执行攻丝或者执行不正确(攻出乱牙)。
- 若主轴为模拟量控制,IO 信号必须能控制主轴正反转,否则会导致主轴转动异常、攻丝不执行或丝锥在孔底不退出。
指令格式
端面普通攻丝:G84 Z/W_ [X/U_] R_ [P_] F/E_ [K_]
端面刚性攻丝:
M29
G84 [C/H_] Z/W_ [X/U_] [R_] [P_] F/E_ [K_] [M_] [Q_]
侧面刚性攻丝:
M29
G88 [C/H_] X/U_ [Z/W_] [R_] [P_] F/E_ [K_] [M_] [Q_]
描述
M29 指定刚性攻丝,G80 取消刚性攻丝状态。
C(H):C 轴定位点坐标
Z(W):
普通攻丝: 攻丝终点坐标。缺省值为当前坐标。
模态地址字,G80 指令重置为未指定状态。
刚性攻丝: G84-攻丝 Z 轴终点坐标;G88-攻丝 Z 轴起始坐标。缺省值为当前点坐标。
模态地址字,G80 指令重置 G84-攻丝 Z 轴终点坐标为未指定状态。
X(U):
普通攻丝: 起始攻丝 X 轴坐标。缺省值为当前坐标。
模态地址字,G80 指令重置为缺省值。
刚性攻丝: G84-攻丝 X 轴起始坐标;G88-攻丝 X 轴终点坐标。缺省值为当前点坐标。
模态地址字,G80 指令重置 G88-攻丝 X 轴终点坐标为未指定状态。
R:初始点到 R 点的增量值。小于等于孔长度,缺省值为 0。
模态地址字,G80 指令重置为缺省值。
P:孔底暂停时间(ms)。必须为 0 或正数,缺省值为 10。
模态地址字,G80 指令重置为缺省值。
F:进给速率(mm/rev),相当于公制牙的牙距。
模态地址字,G80 指令重置为未指定状态。
E:每英寸的牙数,若同时指定 F 和 E,则忽略 F。缺省值:若当前行到上一个 G80(没有G80则到文件头)间有G84/G88 指令,F/E 取距离当前行最近的上一个 G84/G88 的 E/F 值;否则,为不指定状态。
模态地址字,G80 指令重置为未指定状态。
K:重复次数。缺省值为 0。
M:C 轴抱紧的 M 代码, M + 1 为 C 轴松开的 M 代码,必须为正整数。
Q:啄式攻丝每次进给距离。大于 0,缺省值 R 点到孔底长度。
模态地址字,G80 指令重置为缺省值。
说明
端面普通攻丝流程示意图:
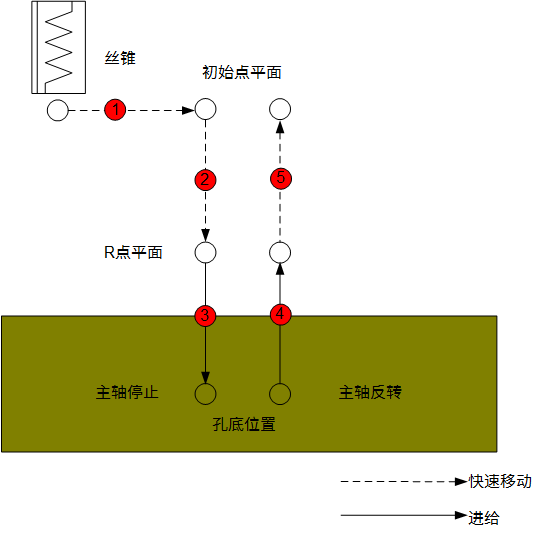
- 加工开始时刀具以 G00 快速移动到初始点平面位置。
- 以 G00 快速下降至所设定的 R 点。
- 以 G01 攻丝下降至孔底 Z 位置。
- 暂停 P 时间后反转钻头。
- 以 G01 进给速度向上升至 R 点。
- 以 G00 快速移动至初始点平面。
侧面刚性攻丝流程示意图:
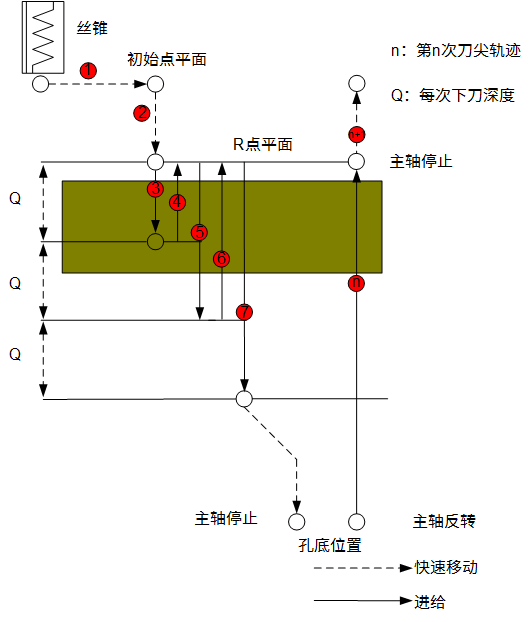
- 加工开始时刀具以 G00 快速移动到初始点平面位置。
- 以 G00 快速下降至所设定的 R 点。
- 以 G01 攻丝下降 1 个切削量 Q 的深度后,以 G01 上升至所设定的 R 点。
- 以 G01 攻丝下降 2 个切削量 2Q 的深度后,以 G01 上升至所设定的 R 点。
- 以 G01 攻丝下降 3 个切削量 3Q 的深度,以 G01 上升至所设定的 R 点。
- 重复上述的攻丝动作直到到达孔底 Z 位置。
- 以 G01 进给速度向上升至 R 点。
- 以 G00 快速移动至初始点平面。
执行完攻丝指令后,主轴位置控制模式恢复成攻丝前模式。
执行攻丝时,旋转的主轴由最近一个启动主轴正反转的 M 代码指定,省略时为工件主轴。
旋转主轴的转速由刀路中的 S 指令指定(如S,S2,S3等),缺省值为 1000。
G84 指定 X,先执行 X 轴定位,再开始执行攻丝。
G84/G88 是模态指令,需使用 G80 取消攻丝固定循环,否则后续刀路 X/Z 将会以 G84/G88 指令规则执行。
范例
端面普通攻丝:
G98 //每分进给方式 G00 X0 Z10 //快速定位至起始点 M03 S2=500 //指定普通攻丝,第 2 主轴转速为 500rpm G84 Z-50 R-4 P1000 F1 //普通攻丝孔底位置为 Z-50,初始点到 R 点平面距离为 4,孔底暂停时间为 1000ms,进给速率为 1m/rev //通过指令的 F 值和 S 值可知螺纹的导程为 1 G80 //取消循环 M30 //结束程序侧面刚性攻丝:
G98 //每分进给方式 M14 G00 X105 Z-20 C0 //快速定位至起始点 M205 //第二主轴指定标志 M29 S2=500 //指定刚性攻丝,第 2 主轴转速为 500 rpm G88 X80 H60 R-2 P1000 K6 F1 //侧面刚性攻丝孔底位置 X80,H60 为孔在 C 轴上的位置,初始点到 R 点平面距离为 2,孔底暂停时间为 1000ms,K6 为重复次数 6,进给速率为 1m/rev //通过指令的 F 值和 S 值可知螺纹的导程为 1 G80 //取消循环 M15 //停止主轴 M30 //结束程序