G92:螺纹车削循环
G92 指令用于等距螺纹的车削循环,将需要重复的数个螺纹车削指令简单化为一指令。
指令格式
- 直线平行螺纹车削循环:G92 X/U Z/W [H/L_] F/E/I_
- 锥度螺纹车削循环:G92 X/U Z/W R_ [H/L_] F/E/I_
描述
X/U:X 向车削终点的绝对坐标(U 为增量值编程指令,指刀具移动的距离)。
Z/W:Z 向车削终点的绝对坐标(W 为增量值编程指令,指刀具移动的距离)。
R:锥度差异量。默认值为 0。小于等于切削深度,需指定正负号。
F:公制螺距(单位:mm/牙)。必须为正数,默认值为 1。
若同时指定了 E/I,以 E/I 值为准。
E/I:英制螺距(单位:牙/inch)。必须为正数。
若同时指定 E 和 I,以 E 值为准。优先级:E>I>F。
H/L:多牙嘴个数(多螺牙 F 指定相邻螺纹螺距)。必须为正数,缺省值为 1。
若同时指定 H 和 L,以 H 值为准。
说明
主轴倍率全程锁定为进入螺纹车削循环时的倍率。即螺纹车削循环中倍率控制无效,直到离开螺纹车削循环。
螺纹车削退刀倒角角度 θ 设定值需要符合实际车牙刀角度。
参数 1088 螺纹退尾加速度 设定值需小于 G00 最大速度限制,也不可过小,否则会导致无法及时退到安全高度,使坏牙增多。
多线螺纹的螺纹导程根据参数 **1089 多线螺纹 F 定义(1:相邻螺牙螺距;2:导程)**设定。
- 1:螺纹导程= H * F/E/I
- 2:螺纹导程= F/E/I
螺纹车削退刀倒角量 r 设定值需要满足 r×tanθ≥h(其中 h 为牙深)。
- 若 r 太大会影响到螺纹总长度(W=r+p)。
- 若 r 太小会让退刀终点 B'停在牙身上,最后一个牙会比较低。
刀具路径
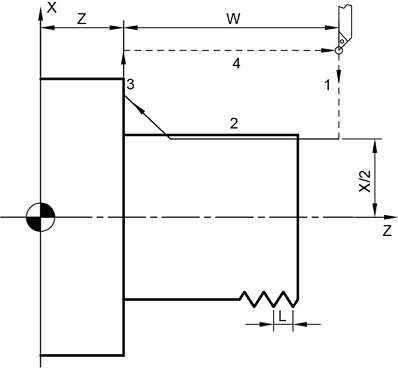
直线平行螺纹车削循环:
锥度螺纹车削循环:
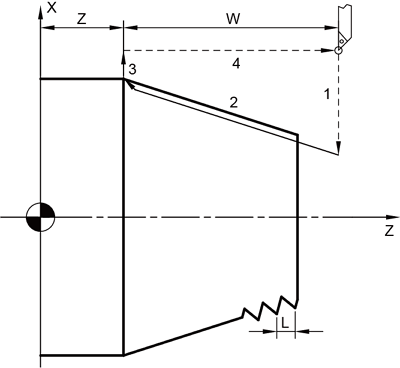
刀具路径描述:
- 循环前将刀具快速定位至起始点。
- 执行 G92 后,刀具先在 X 轴向快速移动至欲进刀的 X/U 坐标。
- 刀具以所指定的 F(进给速度)朝指定的 X/U、Z/W 坐标位置进刀。
- 进刀结束,刀具自动快速退回起始点。
- 到起始点后,刀具继续以每次改变的 X/U 值(其改变差值为每次进刀量)一次次重复车削路径。
- 车削到所指定的尺寸,刀具最后停在起点,等待下一次的循环。
范例
直线平行螺纹车削循环
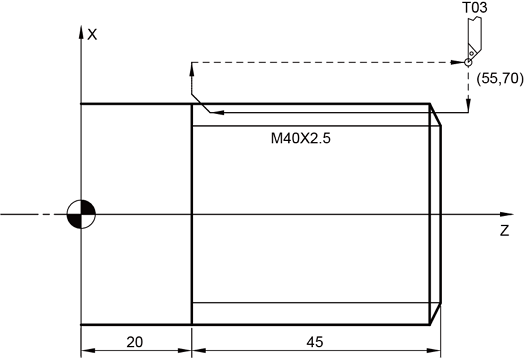
T03 //选择 3 号刀具 G97 S600 M03 //主轴正转 600 rpm,转数恒定 G00 X50.0 Z70.0 //快速定位至循环起始点 M08 //打开切削剂 G92 X39.0 Z20.0 H3 F2.5 //执行螺纹车削循环,三线螺纹,第一循环 X38.3 //第二循环 X37.7 //第三循环 X37.3 //第四循环 X36.9 //第五循环 X36.75 //第六循环 G28 X60.0 Z75.0 //快速定位至指定中间点,并回机械原点 M09 //关闭切削剂 M05 //停止主轴 M30 //结束程序锥度螺纹车削循环
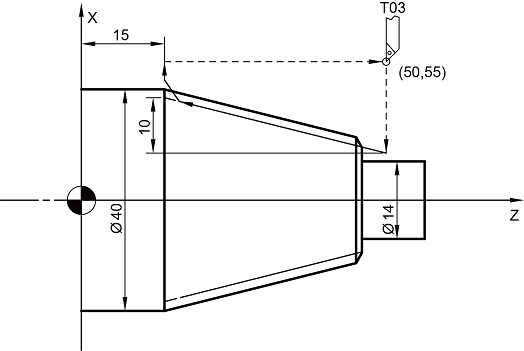
T03 //选择 3 号刀具 G97 S600 M03 //主轴正转为 600 rpm,转数恒定 G00 X50.0 Z55.0 //快速定位至循环起始点 M08 //打开切削剂 G92 X39.0 Z15.0 R-10.0 F2.5 //执行锥度螺纹车削循环,第一循环 X38.3 //第二循环 X37.7 //第三循环 X37.3 //第四循环 X36.9 //第五循环 X36.75 //第六循环 G28 X60.0 Z70.0 //快速定位至指定中间点,并回机械原点 M09 //关闭切削剂 M05 //停止主轴 M30 //结束程序