固定循环指令简介
数据形式
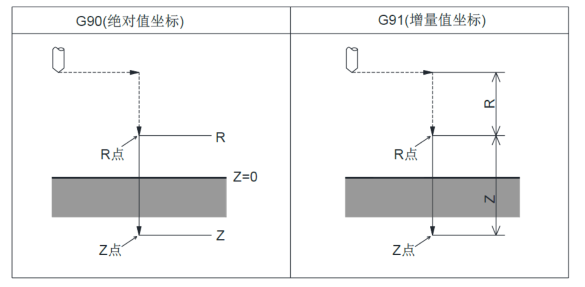
固定循环指令中的地址R与地址Z的数据以增量方式(G91)指定,R是指自初始点到R点的距离,Z是指自R点到孔底平面上Z点的距离(参见下图)。
孔加工方式 Gxx
格式
Gxx X_Y_Z_R_Q_P_F_K_
| 指令 | 说明 |
|---|---|
| X_Y_ | 指定要加工孔的位置(可以是绝对/增量坐标)。 |
| Z_ | 绝对编程时指孔底平面Z点的位置,相对编程时指自R点到孔底平面上Z点的距离。 |
| R_ | 绝对编程时指R点的位置,相对编程时指自初始点到R点的距离。 |
| Q_ | 指定每次加工的深度(增量值且为正值)。 |
| P_ | 用来指定刀具在孔底的暂停时间。 |
| F_ | 指定孔加工切削时的进给速度。 |
| K_ | 指定孔加工重复的次数。 |
解释
P
与在G04中指定P的时间单位一样,即以ms为单位。
F
这个指令是模态的,即使取消了固定循环,在其后的加工中仍然有效。
K
忽略这个参数时就认为是K1。K是非模态指令,只在被指定的程序段中才有效。
在G91方式下指定该参数可以实现用一个程序段在一条直线上加工若干个等距孔的功能;在G90方式下则可实现在同一位置重复加工指定次数的功能。
修改指令的数值
孔加工方式的指令以及Z、R、Q、P等指令都是模态的,只是在取消孔加工方式时才被清除,因此只要在开始时指定了这些指令,在后面连续的加工中不必重新指定。如果仅仅是某个孔加工数据发生变化(如孔深有变化),仅修改需要变化的数据即可。
取消
取消孔加工方式时使用指令G80,而如果中间出现了任何01组的G代码(G00/G01/G02/G03),则孔加工的方式也会自动取消。因此用01组的G代码取消固定循环的效果与用G80是完全一样的。