G43.4:刀尖跟随指令(RTCP)
格式
G43.4 H_P_L_ '开启刀具中心点控制(RTCP功能)
H:刀具长度补偿号,通过 H 代码指定的刀具长度补偿值会在指令 G43.4 时在刀具方向上累加到编程移动指令的坐标值中,缺省时没有刀具长度补偿。
P:P0,刀具姿态控制失效(线性插补);P1,刀具姿态控制有效(矢量插补或大圆插补)。当未指定P时,由参数刀具姿态控制有效决定。
L:L0,刀具姿态平滑失效,仅刀具中心控制生效;L1,刀具姿态平滑有效。当未指定L时,由参数刀具姿态平滑模式决定。
G49 '取消刀具中心点控制
解释
H_对应的补偿量为刀具初始方向上的补偿量。
RTCP表现
即使刀具相对工件的方向发生变化,但是刀具中心点依旧可以沿指定轨迹运动,如下图所示:

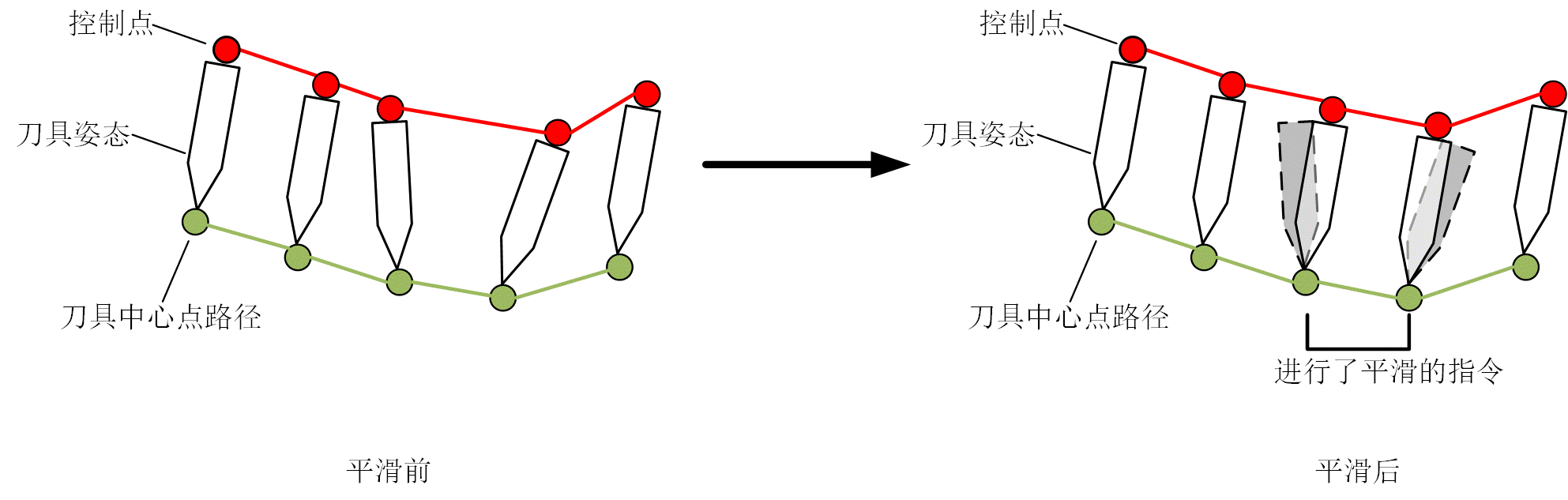
刀具姿态平滑功能表现
不改变刀具中心点路径,只平滑刀具姿态,即旋转轴位置,从而减小刀具的不均匀变化。矢量平滑时奇异姿态的刀轴矢量不进行平滑,不会将刀轴矢量平滑成奇异姿态。
使用限制
- 与空程单轴插补不兼容。
- 与空程智能叠加功能不兼容。
- 不要使用机械坐标操作指令,例如G53,G28等。
- 在RTCP模式下可指定的指令:G00、G01、G02/G03、G04、G17/G18/G19、G49、G50/G51、G50.1/G51.1、G90/G91。
注意事项
- 在与倾斜面功能交互时,须先调用G68.2,再调用G43.4,且不支持带转台结构的。
- 在转台模式下,不允许同时开启RTCP和倾斜面加工。
- 在G43.4使用H指令时,后面最好先接G00指令使刀具运动到加工位置,且不要写缺省项。