G68.2:倾斜面加工功能
格式
通过欧拉角进行指定特征坐标系
G68.2 P0 X_Y_Z_I_J_K_
X_Y_Z_:坐标系原点。
J_K_:欧拉角。
通过滚动角/俯仰角/偏航角进行指定特征坐标系
G68.2 P1 Q_X_Y_Z_I_J_K_
Q_:绕XYZ三轴旋转的顺序,1代表X轴,2代表Y轴,3代表Z轴。
X_Y_Z_:坐标系原点。
I_J_K:滚动角/俯仰角/偏航角。
通过平面内的3点进行指定特征坐标系
G68.2 P2 Q0 X_Y_Z_R_
X_Y_Z_:偏移量
R_:绕Z轴旋转的角度
G68.2 P2 Q1 X_Y_Z_
X_Y_Z_:坐标系原点
G68.2 P2 Q2 X_Y_Z_
X_Y_Z_:X轴上的点
G68.2 P2 Q3 X_ Y_ Z_
X_Y_Z_:Y轴上的点(不垂直时自动补偿)
通过2个矢量进行指定特征坐标系
G68.2 P3 Q1 X_Y_Z_I_J_K_
X_Y_Z_:偏移量。
I_J_K_:X轴矢量。
G68.2 P3 Q2 I_J_K_
I_J_K_:Z轴矢量(不垂直时自动补偿)
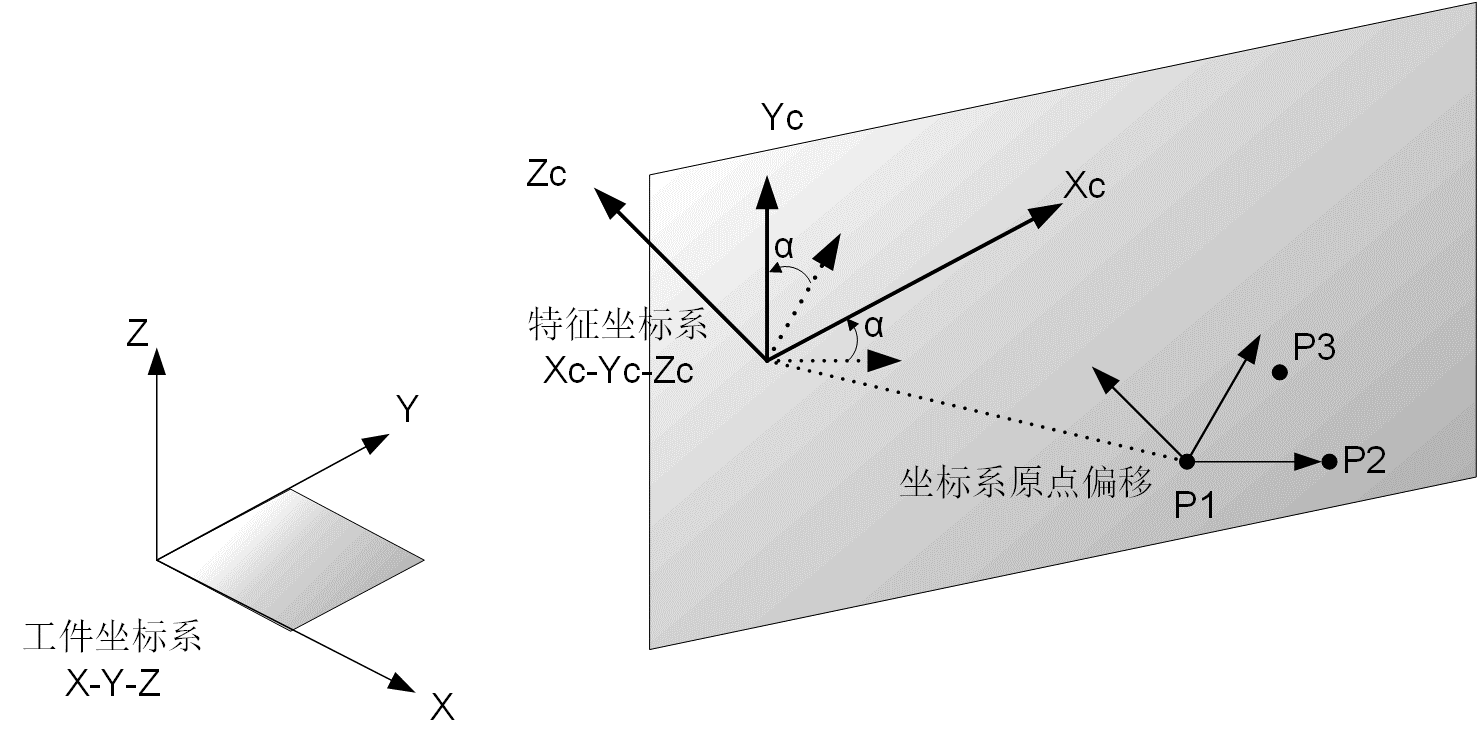
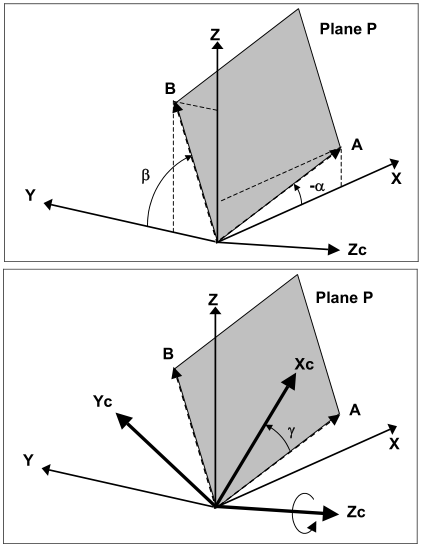
通过投影角进行指定特征坐标系
G68.2 P4 X_Y_Z_I_J_K_
X_Y_Z_:坐标系原点。
I_J_:分别表示X轴、Y轴的投影角。
K_:绕Z轴旋转的角度。
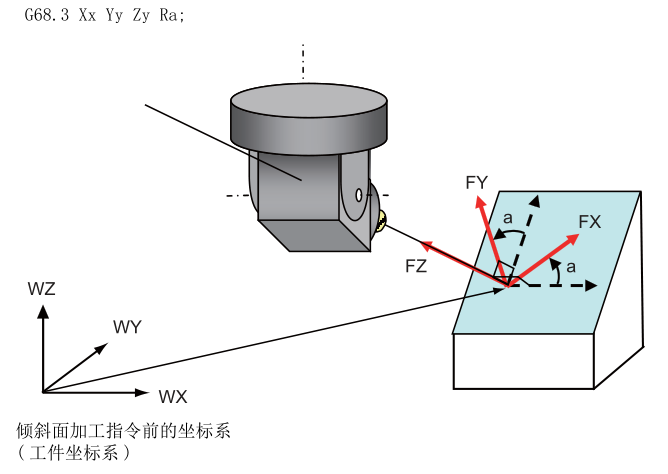
通过刀具轴方向进行指定特征坐标系
G68.3 X_Y_Z_R_
X_Y_Z_:坐标系原点。
R_:绕Z轴旋转的角度。
G69 '撤销特征坐标系
解释
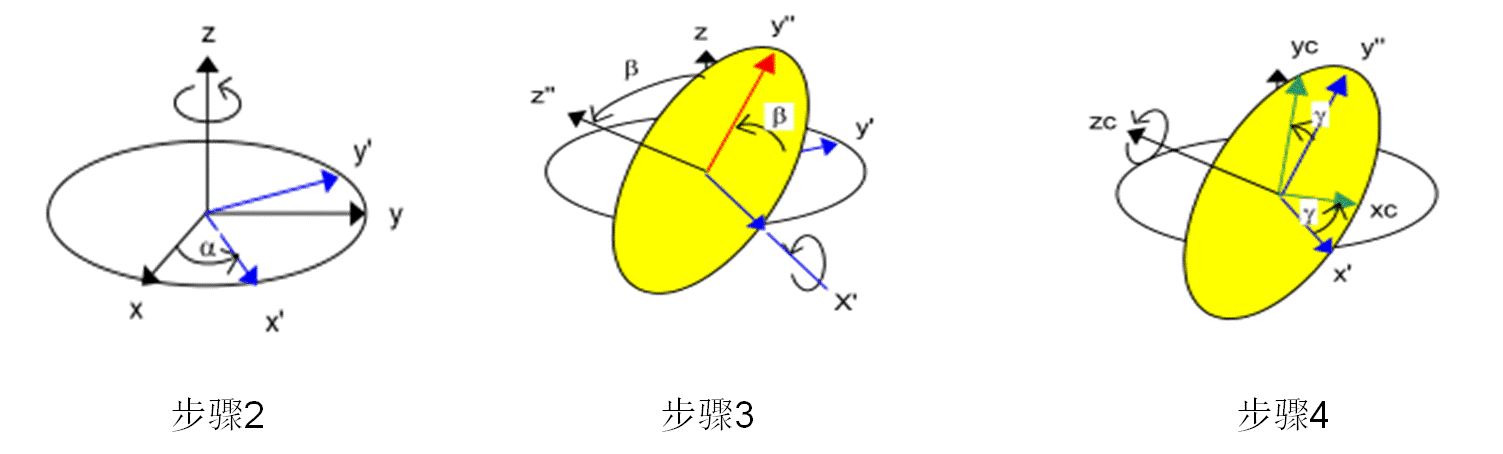
欧拉角指定特征坐标系 通过欧拉角指定,具体过程如下:
将原坐标系平移,使得坐标系原点在指定的X,Y,Z上,得到坐标系1;
将坐标系1绕坐标系1的Z轴旋转 I 地址字指定的旋转角度,得到坐标系2;
将坐标系2绕坐标系2的X轴旋转 J 地址字指定的旋转角度,得到坐标系3;
将坐标系3绕坐标系3的Z轴旋转 K 地址字指定的旋转角度,得到坐标系4; 坐标系4即为指定的特征坐标系。
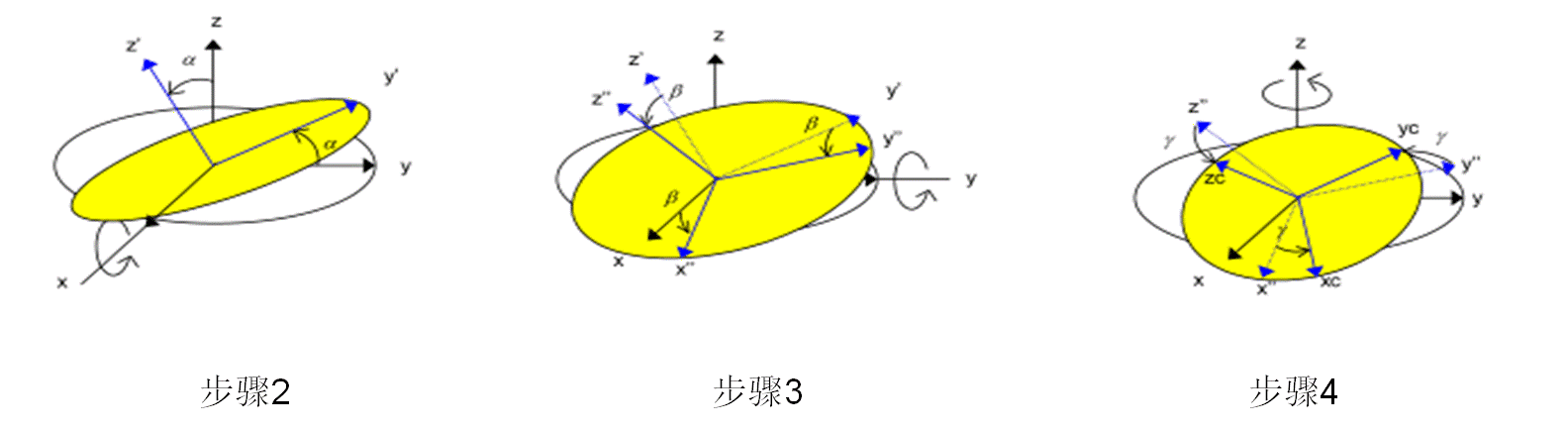
滚动角/俯仰角/偏航角指定特征坐标系 假设通过滚动角/俯仰角/偏航角指定了Q123,具体过程如下:
将原坐标系平移,使得坐标系原点在指定的X,Y,Z上,得到坐标系1;
将坐标系1绕原坐标系的X轴旋转 I 地址字指定的旋转角度,得到坐标系2;
将坐标系2绕原坐标系的Y轴旋转 J 地址字指定的旋转角度,得到坐标系3;
将坐标系3绕原坐标系的Z轴旋转 K 地址字指定的旋转角度,得到坐标系4; 坐标系4即为指定的特征坐标系。
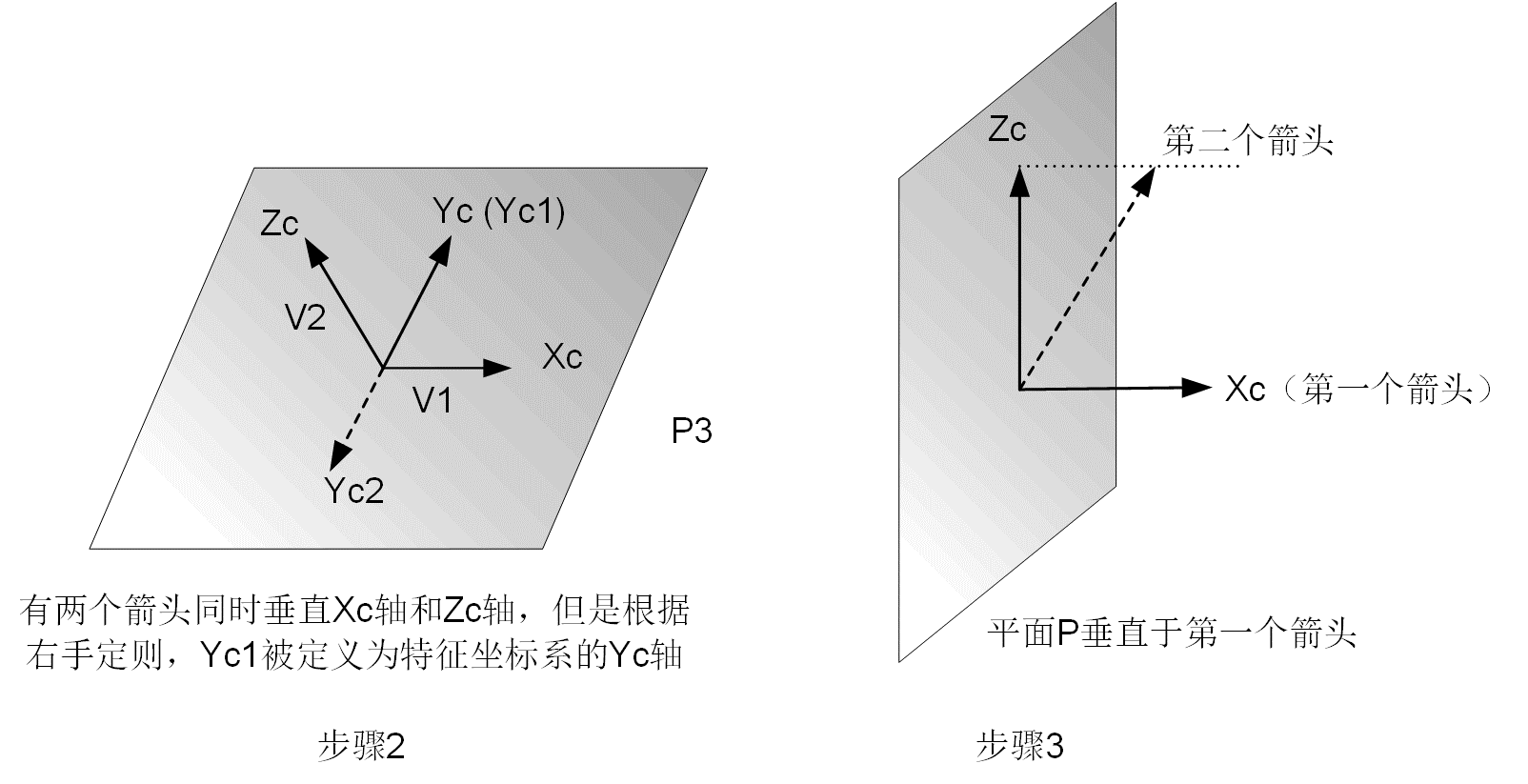
平面内的3点指定特征坐标系 通过平面内的3点进行指定,具体过程如下:
由Q1和Q2指定的点可以确定特征坐标系的X轴方向向量;
再由X轴方向向量和Q3指定的点可以确定Y轴方向向量;
再由X轴方向向量和Y轴方向向量,根据右手定则,可以确定Z轴方向向量;
由特征坐标系的原点和三轴方向向量得到坐标系1;
将坐标系1平移Q0指定的偏移量,得到坐标系2;
将坐标系2绕坐标系2的Z轴旋转R指定的旋转角度,得到特征坐标系。
2个矢量点指定特征坐标系 通过2个矢量进行指定,具体过程如下:
当Q2指定的Z轴方向向量与Q1指定的X轴方向向量不垂直,求Q2指定的方向向量在Q1指定的方向向量的法平面上的投影,得到实际Z轴方向向量;
由X轴方向向量和Z轴方向向量,根据右手定则,可以确定Y轴方向向量;
由特征坐标系的原点和三轴方向向量得到特征坐标系。
2个矢量点指定特征坐标系 通过投影角进行指定,具体过程如下:
通过 I 和 J 指定的投影角,得到向量A和向量B;
向量A和向量B通过右手定则可以确定特征坐标系的Z轴;
将向量A绕特征坐标系的Z轴旋转K指定的旋转角度,可以确定特征坐标系的X轴;
由X轴方向向量和Z轴方向向量,根据右手定则,可以确定Y轴方向向量;
由特征坐标系的原点和三轴方向向量得到特征坐标系。
刀具轴方向指定特征坐标系 通过刀具轴方向进行指定,具体过程如下:
通过XYZ指定特征坐标系的原点;
将原坐标系的三轴方向向量经过旋转轴的旋转后得到特征坐标系的三轴方向向量;
由特征坐标系的原点和三轴方向向量得到特征坐标系;
最后将特征坐标系绕其Z轴旋转R指定的旋转角度。
G53.1在不同机床结构下的表现
双摆头结构
O100; N1 G55; N2 G90G01X0Y0Z30.0F1000; N3 G68.2 X100.0Y100.0Z50.0I30.0J15.0K20.0; N4 G01X0Y0Z30.0F1000; N5 G53.1; N6 G43 H01 X0Y0Z0; N7 …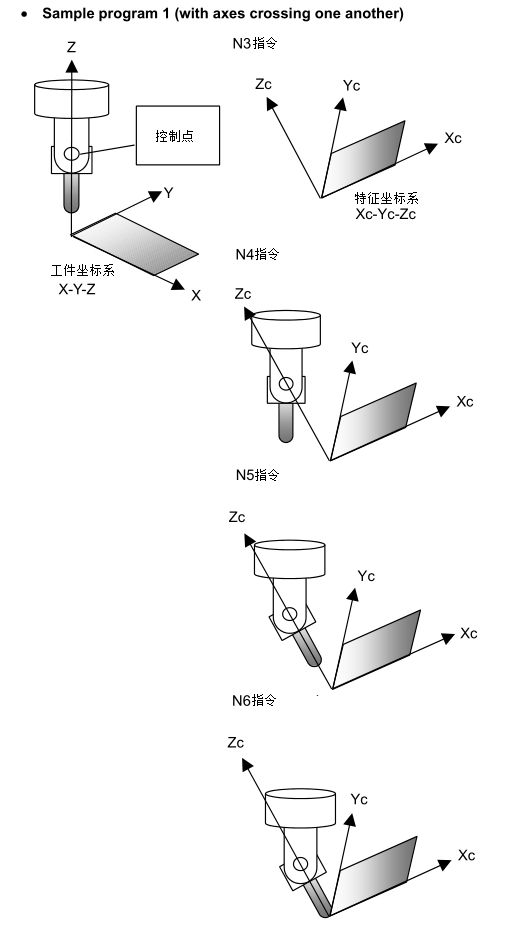
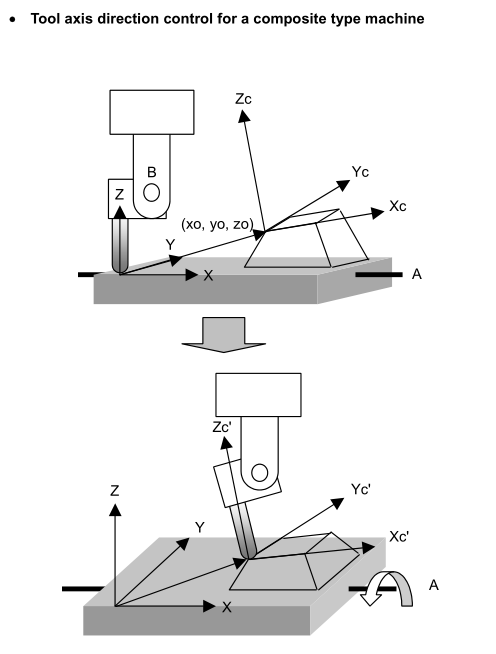
混合型结构(单摆头+单转台) 复合型机床的刀轴方向控制:
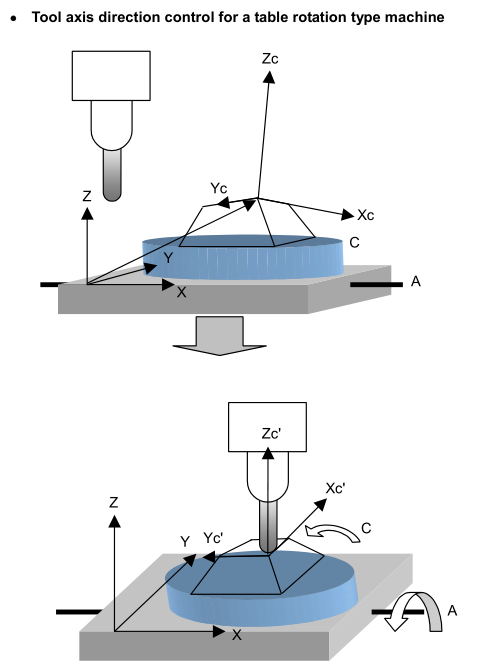
双转台结构 工作台旋转式机床的刀轴方向控制:
G53.1的移动补偿功能 仅双摆头和混合型机床结构生效,具体表现如下:
O100; N1 G55; N2 G90G01X0Y0Z30.0F1000; N3 G68.2 X100.0Y100.0Z50.0I30.0J15.0K20.0; N4 G01X0Y0Z30.0F1000; N5 G53.1; N6 G43 H01 X0Y0Z0; N7 …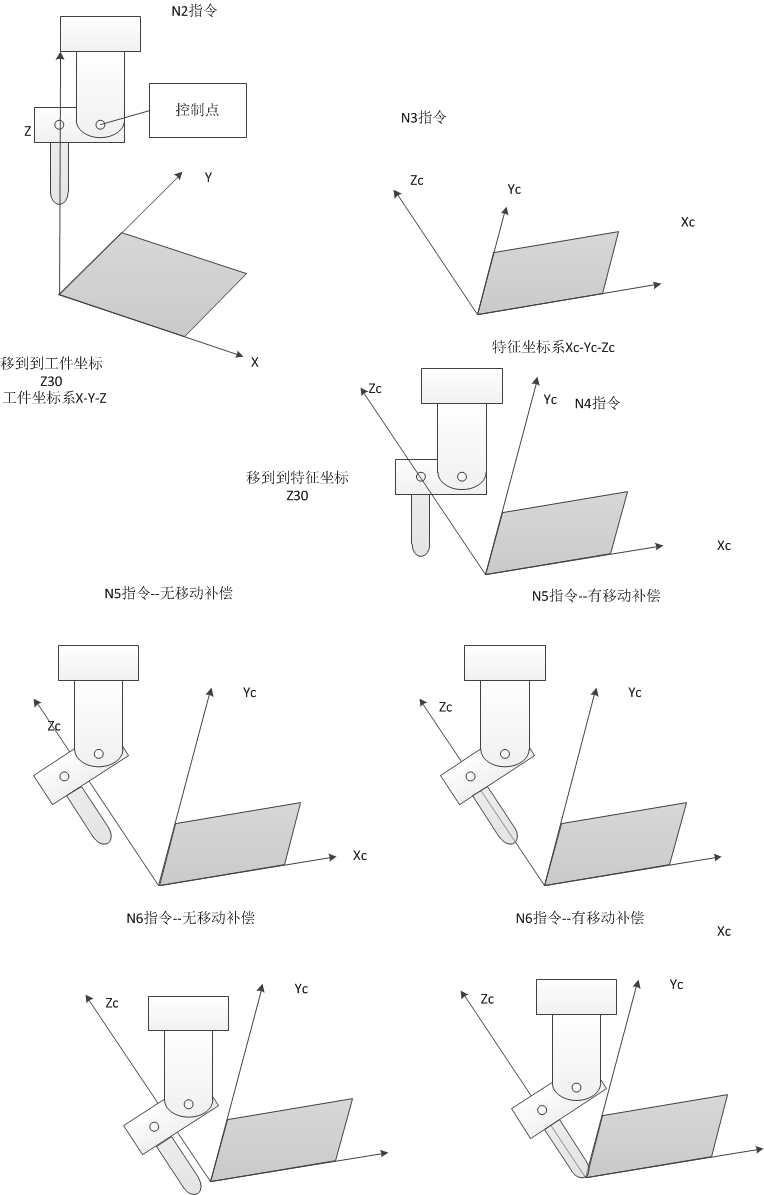
如上图所示,G53.1移动补偿功能是根据设置的刀头结构参数进行补偿的,使刀尖点到达加工位置。
使用限制
不支持转台速度优化
不支持单轴插补
不支持前进后退
在特征坐标系下可指定的指令:G00、G01、G02/G03、G04、G17/G18/G19、G28、G41/G42/G40、G43/G44/G49、G50/G51、G50.1/G51.1、G53、G53.1/G53.6、G69、G90/G91、G73/G74/G76/G80-G89、G98/G99、G43.4(不支持带转台结构)
可指定特征坐标系的模态:G00、G01、G02/G03、G17/G18/G19、G20/G21/G70/G71、G40、G49、G50、G50.1、G54-G59、G69、G80、G90/G91、G98/G99
注意事项
- 在特征坐标系下不要指定旋转轴运动,以确保加工正确。
- 根据特征坐标系的设定,在G53.1指令时,旋转轴可能会大幅移动。请在退刀到达充分远离工作台的位置后,再指定G53.1。
- 倾斜面加工指令中的 G28、G30、G53等使用机械坐标的指令在到中间点前在特征坐标系上执行动作,从中间点开始则在机床坐标系上执行动作。
- 刀径补偿、G指令镜像、固定循环指令、刀尖点控制、比例缩放、刀具轴方向刀长补偿必须与倾斜面加工成嵌套关系,即在倾斜面加工指令(G68.2等)~G69的内侧进行指令。
- 在与倾斜面功能交互时,须先调用G68.2,再调用G43.4,且不支持带转台结构的。