G87:背面精细镗孔循环
格式
G87 X_Y_Z_R_Q_P_F_K_
| 指令 | 说明 |
|---|---|
| X_Y_ | 指定要加工孔的位置(可以是绝对/增量坐标)。 |
| Z_ | 绝对编程时指孔底平面Z点的位置,相对编程时指自R点到孔底平面上Z点的距离。 |
| R_ | 绝对编程时指R点的位置,相对编程时指自初始点到R点的距离。 |
| P_ | 指定刀具在孔底的暂停时间。 |
| Q_ | 镗孔停止后,定向钻头的偏移量。 |
| F_ | 进给速度。 |
| K_ | 指定孔加工重复的次数。 |
解释
P
与在G04中指定P的时间单位一样,即以ms为单位,不使用小数点。
F
这个指令是模态的,即使取消了固定循环,在其后的加工中仍然有效。
K
重复移动和钻孔的动作,G91增量输入有效。
加工动作
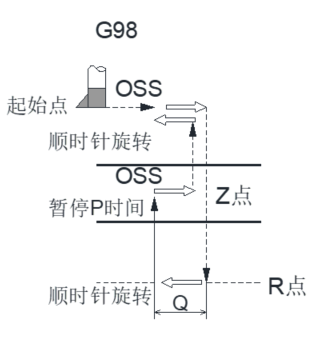
定向钻头停止方向(OSS)示意图如下:
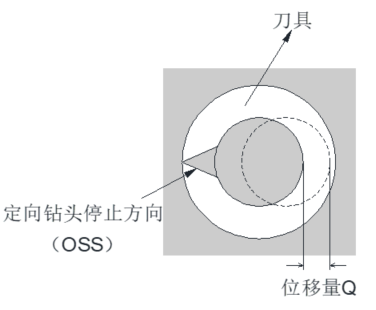
OSS(Oriented Spindle Stop)的方向由参数定向钻头停止方向决定:
定向钻头停止(OSS) G17 G18 G19 0 +X +Z +Y 1 -X -Z -Y 2 +Y +X +Z 3 -Y -X -Z 加工过程说明:
加工开始刀具先以G00移动到指定要加工孔的位置(X, Y)。
定向钻头停止后依参数“定向钻头停止(OSS)”所设镗刀方向反位移一Q镗刀偏心量。
以G00下降至所设定为R点,位移镗刀偏心量Q。
钻头正转。
以G01上抬至Z点。
暂停P秒后反位移镗刀偏心量Q位移量。
以G00上升到起始点。
位移一Q位移量。
例
M6T1
G54 G17 G90 G69 G15 G80
M03 S600 '启动钻头正转
G00 X0 Y0 '移至起始点
G43 H1 Z10 '初始平面为Z10点
M08
G87 G98 X5 Y5 Z-10 R-25 Q5 P4000 F800 '设定R点、Z点和孔1的坐标,位移量5,暂停4秒,镗孔加工速度800, 孔1结束后返回到初始平面Z10点
X25 '孔2,结束后返回到初始平面Z10点
Y25 '孔3,结束后返回到初始平面Z10点
G80
M05 '主轴停止转动
M09
M02