坐标系统
坐标系统是描述机床运动的术语。
为统一起见,标准的坐标系统采用右手法则的坐标系统。
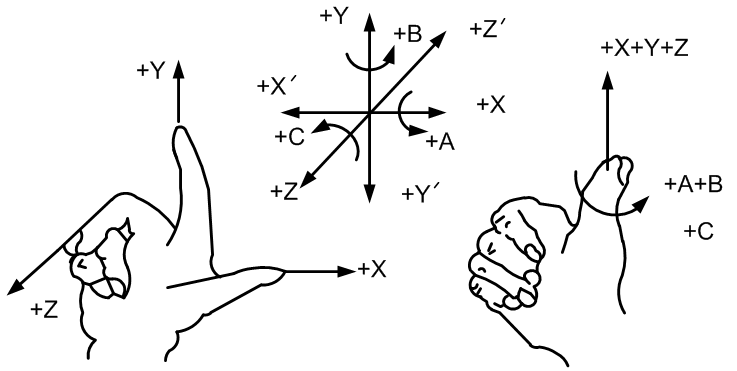
机床坐标轴的方向取决于机床的类型和各组成部分的布局。对雕刻机、雕铣机而言,基本坐标轴为X,Y,Z:
- Z轴:与主轴轴线重合,刀具远离工件的方向为正方向(+Z);
- X轴:垂直于Z轴,并平行于工件的装卡面。如果为单立柱铣床,面对刀具主轴向立柱方向看,其右运动的方向为正方向(+X);
- Y轴:刀具运动远离操作员的方向为正方向(+Y)。
为便于描述各种位置,NcStudio同时支持两套坐标系统:
- 机械坐标系
- 工件坐标系
机械坐标系
机械坐标系是一套固定的右手坐标系。
机械坐标系的原点始终相对于机床的某个固定位置。所以,在任何时候,空间的某个点都可用机械坐标系唯一确定。
使用机械坐标系要求机床有相应的回机械原点功能,否则该概念仅在软件中体现。
工件坐标系
工件坐标系(或称工件区偏置)是一种编程方法,它使得CNC编程人员可以在不知道工件在机床工作台上的确切位置的情况下,远离CNC机床编程。
工件坐标系是编程人员在编程中使用的,选择工件上某一已知点为原点(也称程序原点)建立的一个新的坐标系。可以在机床上安装多个工件,每一个都具有不同的工件坐标系,程序员可以轻而易举地将刀具从一个工件移动到另一个。
工件坐标系也遵循右手定则,其原点(即工件原点)是相对于工件上的某个点确定的,相对于机械原点是可以浮动的。工件坐标系原点的选择要尽量满足编程简单、尺寸转换简单、引起的加工误差小等条件。
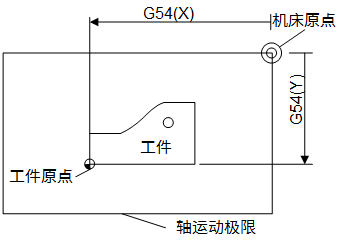
维宏控制系统中,工件偏置对应G54~G59工件坐标系和G154~G173扩展坐标系。系统打开时默认G54坐标系统。图为使用G54设置时工件偏置与机械坐标系的基本关系。
加工程序中可以使用多个工件偏置,如下图所示,如果在工作台上安装了三个工件,则每个工件都有与工件坐标系G代码对应的工件原点。
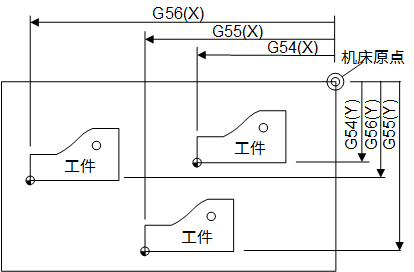
在图中三个工件中各钻一个孔,计算深度(Z)为-0.14的编程示例如下。
O1801
N1 G20
N2 G17 G40 G80
N3 G90 G54 G00 X5.5 Y3.1 S1000 M03 (使用G54)
N4 G43 Z0.1 H01 M08
N5 G99 G82 R0.1 Z-0.14 P100 F8.0
N6 G55 X5.5 Y3.1 (转到G55)
N7 G56 X5.5 Y3.1 (转到G56)
N8 G80 Z1.0 M09
N9 G91 G54 G28 Z0 M05 (转到G54)
N10 M01
...
公共偏置
公共偏置针对所有坐标系,用于调整XYZ轴的工件原点,该值不会改变工件偏置的值。
同时,工件偏置、公共偏置、刀具偏置满足以下公式:
工件坐标=机械坐标-工件偏置-刀具偏置-公共偏置
扩展坐标系
除G54~G59工件坐标系外,维宏控制系统提供扩展坐标系,用于对G54的扩展,包含G154~G173.
G54 Px选择坐标系,x取值范围为0~19.
G54 P0 选择扩展坐标系1,对应软件界面坐标系G154
G54 Px 选择扩展坐标系(x+1),对应软件界面坐标系G(154+x)
G54 P19 选择扩展坐标系20,对应软件界面坐标系G173