手轮功能
在配置有手轮的数控系统中,用户可使用手轮控制机床运动或者启用手轮引导功能。
手轮模式
系统支持三种操作模式:自动模式、手动模式和参考点模式。而手轮模式为手动模式下的一种进给方式。在手轮模式下,用户可通过手轮控制机床运动。
维宏手轮
维宏手轮为选配的数控系统配件。产品外观如下图。
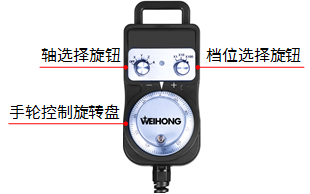
轴选择按钮:选择所要控制运动的轴。
档位选择按钮:选择手轮倍率档位。
手轮倍率档位规定了手轮每转动一格,系统向机床发出的脉冲数量。结合脉冲当量,可得出机床运动部件的位移量(直线位移或旋转角度)。
旋转控制盘:控制已选定轴的运动。
手轮引导
手轮引导指在自动加工中,人为控制程序自动执行速度的一种运行方式。通过手轮引导可防止发生因装错程序或程序不合适而导致刀具损坏等状况。
在手轮引导状态下,摇动手轮,系统执行加工程序;停止手轮,程序加工也停止,加工速度随手轮摇动速度而变化。
注意: 在加工前选择手轮引导功能可帮助用户判断加工程序是否正确。
手轮引导倒行
使用手轮引导倒行功能时,用户逆时针摇动手轮时,机床可按照之前加工的轨迹逆行加工。
注意: 若不需此功能,可将参数“禁止手轮引导倒行功能“的值设为“是”。此时逆时针摇动手轮,机床将停止不动,而非逆向运动。