五轴暂停抬刀
五轴暂停抬刀功能可避免工件在加工过程中因触发“暂停”、“停止”等命令时遭受损坏。
五轴暂停抬刀功能仅适用于包含A轴的配置,且必须将参数暂停时Z轴定位方式设为“0:到指定抬刀量”。开启五轴暂停抬刀功能后,以下三种情况下,机床进行自动抬刀下刀。
执行“选择加工”命令时
当前点Z轴位置高于或低于选择行前“抬刀目标点”的Z位置时,检查刀具的走刀方式设进刀是否正确。
正常加工时执行:暂停→开始
检查抬刀和进刀是否正确,并观察暂停点的加工效果是否正常。
正常加工时执行:停止→(中间操作)→断点继续
检查抬刀和进刀是否正确。
下面以“正常加工时执行:暂停→开始”为例,简单介绍五轴暂停抬刀功能。
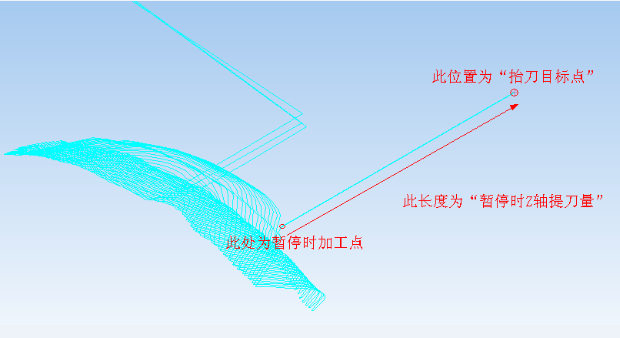
如上图所示,加工过程中执行“暂停”操作时,刀具将沿着参数五轴抬刀Y轴方向因子和五轴抬刀Z轴方向因子设置的方向进行抬刀,行走距离为参数暂停时Z轴提刀量设定的值。Y轴和Z轴的抬刀量分别为:
Y轴抬刀量=Y轴方向因子 × 暂停时Z轴提刀量 × -sin(当前A轴角度)
Z轴抬刀量=Y轴方向因子 × 暂停时Z轴提刀量 × cos(当前A轴角度)
再次点击开始按钮时,刀具将从“抬刀目标点”移动至“暂停时加工点”,继续加工。
注意: 空闲状态下,执行"断点继续"和"选择加工"时,刀具以G00指令定位至"抬刀目标点",此时操作人员需确保这部分轨迹的安全性。
提示: 先确定Z轴在安全高度后,再移动XYAC至目标点。即若当前点Z轴位置高于"抬刀目标点",先联动XYAC定位到"抬刀目标点"的位置,再下移Z轴到"抬刀目标点"中的Z位置;若当前点Z轴位置低于"抬刀目标点",先抬Z轴到"抬刀目标点"中的Z轴位置,再联动XYAC定位到"抬刀目标点"的位置。