丝杠误差补偿原理
丝杠误差补偿包括螺距误差补偿和反向间隙误差补偿。
通常不需要补偿这两种误差。精度要求较高时需进行反向间隙补偿;在精度要求更严格时,需同时对两种误差进行补偿。
螺距误差
由于丝杠生产工艺缺陷、长期使用导致磨损等原因将造成螺距误差。为提高进给精度,需对螺距进行补偿,以满足要求。
原理
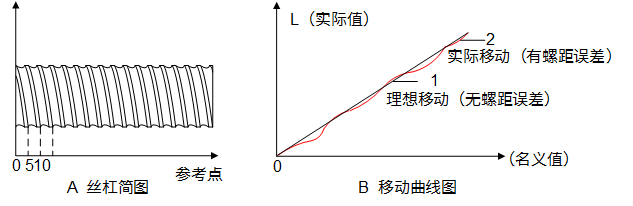
丝杠简图如下图A所示。
将丝杠上的0点设为参考点,建立以名义值和实际值为横坐标和纵坐标的坐标系。理想的移动曲线应为图B中的曲线1,但实际上由于螺距误差的存在,可能使移动曲线变为图B中的曲线2。即:在同一个名义值下所对应的实际值发生了变化,偏离了理想的移动曲线,它们之间的差值就是误差。
误差值 = 实际机械坐标 - 名义机械坐标
补偿方法
进行螺距补偿时,一般认为螺距误差数值与进给方向无关。即:
- 当正向进给时,若某螺距过小,需追加进给脉冲;
- 当负向进给经过同一地点,也应追加相同数量的进给脉冲;
- 若某螺距过大,应扣除进给脉冲,所扣除的数字也与进给方向无关。
使用软件补偿时,将误差曲线上各点修正量制成表格,存入控制系统的存储器中。数控系统在运行过程中便可对各点坐标位置自动进行补偿,提高机床的精度。
反向间隙误差
通常主轴固定在丝杠上,丝杠外丝与附在其上的内丝无法完全吻合。主轴往一方移动时,若突然往反方向移动,则必须要走完上一方向丝杠间的间隙,对此误差的补偿,称为反向间隙补偿。
原理
假设主动轴顺时针方向转动时为反向运动,带动从动轴进行反向运动。
当主动轴突然改为逆时针方向旋转(即正向运动)时,由于机械传动链齿隙的存在,将引起伺服电机空走,而无工作台的移动,工作台在某个位置停留一定时间后才随主动轴一起进行反向运动;当主动轴再次改变运动方向时,情况相同,这种现象就是回滞现象。
螺距不存在误差(即理想状态下)工作台的移动曲线如下图A所示。水平段曲线为伺服电机空走时工作台无移动的曲线。实际情况下的工作台移动曲线如图B所示。

补偿方法
通过专用测量仪测量反向间隙。
- 将仪器固定在主轴边,把表针打在零点位置。
- 手动移动a mm,再往回走同样a mm,观察表针实际走了b mm。
- 计算反向间隙为:(a-b)mm。
补偿方式:若某一轴由正向变成负向运动,则反向前输出Q个正脉冲;若某一轴由负向变成正向运动,则反向前输出Q个负脉冲(Q为反向间隙,由上一步计算得出,可由程序预置)。
丝杠误差补偿文件说明
利用补偿文件,维宏系统将螺距误差和反向间隙误差合并在一起进行了处理。
在维宏系统丝杠误差补偿文件中,包含各坐标轴上对应的名义坐标的反向误差和正向误差。系统根据此文件中的误差数据自动进行误差补偿。
内容格式
丝杠误差补偿文件名称为axeserr.dat,文件内容的格式如下:
指定长度单位。目前仅支持mm,写法如下:
;unit=mm
指定各轴的误差序列,写法如下:
[轴名称]
名义机械坐标, 正向误差值, 反向误差值
具体说明:
- 轴名称:字母不区分大小写。
- 名义机械坐标:按给定的螺距和脉冲当量计算出的相对于参考点的机械坐标(即根据螺距标称值计算出的长度,而非真实物理长度),具有正负号,排列时小的在前,大的在后。名义机械坐标必须在行程范围之内,否则补偿将无效。
- 反向误差值:往坐标值减小的方向运动时产生的误差。
- 正向误差值:往坐标值增加的方向运动时产生的误差。
Note:
- 轴误差序列内容必须按照名义机械坐标值从小到大的顺序进行排列,否则不能正常工作。
- 计算正反向误差值时,应特别注意名义机械坐标和真实机械坐标的正负号。尤其是在使用激光干涉仪等设备测量出的长度值,应先正确转换成相应的机械坐标后再进行运算,否则会得到错误的结果。
- 仅对补偿反向间隙时,只需写出轴的首尾两个点的数据。
注释:必须单独行,以英文半角分号开头,分号前不可有其他字符。写法如下:
;注释内容
示例
通常情况
;unit=mm
[X]
-210.010, 0.000, 0.057
-330.015, 0.015, 0.068
-450.020, 0.025, 0.077
仅补偿反向间隙的情况
;unit=mm
[Y]
0.000, 0.000, 0.030
1000.00, 0.000, 0.030