刀具补偿
刀具补偿分为刀具长度补偿和刀具半径补偿。
在数控加工过程中,数控系统实际通过控制刀具中心或刀架相关点的运动轨迹间接地加工零件轮廓。刀具实际参与切削的刀尖或刀刃边缘,与刀具中心或刀架相关点之间存在着尺寸偏差。系统根据刀架或刀刃边缘的实际坐标位置(即零件轮廓的实际坐标位置)来计算出刀具中心或刀架相关点的相应坐标位置,这种计算过程称为刀具补偿。
要启用软件中的刀具补偿功能,用户需将参数刀具补偿有效设置为“是”。
当刀具磨损、重新刃磨或更换新刀具后,刀尖半径或刀具长度发生变化。这时只需修改相应刀具参数值,而无需修改加工程序,即可实现刀具补偿。
刀具补偿指令
刀具补偿相关指令如下表所示。
| 指令 | 名称 |
|---|---|
| G40 | 刀具半径补偿取消 |
| G41 | 刀具半径左补偿 |
| G42 | 刀具半径右补偿 |
| G43 | 刀具长度正补偿 |
| G44 | 刀具长度负补偿 |
| G49 | 刀具长度补偿取消 |
注意: 以上指令必须与G00/G01共同使用才可建立刀具补偿。
刀补建立
刀具在刀补之前需要建立刀补,加工完工件之后需要撤销刀补。
建立刀补是指将刀具以合理的方式移到工件边缘,而撤销刀补则是指加工完工件后,将刀具从工件边缘移到指定点。
刀补建立可以有三种模式:
- 正常模式
- 求交模式
- 插入模式
通常刀补建立涉及两段刀补建立段,如下面三个图中的线段1和线段2。
正常模式
原编程路径90°平移后得到刀补建立段2,将建立段2的首点设置为建立段1的尾点,得到刀具半径补偿后的刀具中心路径。具体如下图所示。
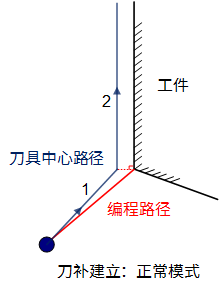
注意: 该模式不支持圆弧建立刀补。
求交模式
原编程路径平移后得到刀补建立段2,将建立段2的首点设置为建立段1的尾点,得到刀具半径补偿后的刀具中心路径。具体如下图所示。
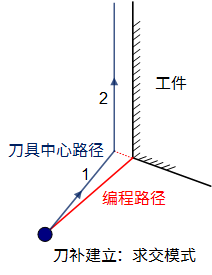
注意: 该模式不能支持圆弧建立刀补。
插入模式
原编程路径平移后,建立段1和建立段2相交求得相交点,在刀补建立段1的偏移前的起点到偏移后的起点之间插入一段线段,刀具可以顺着这个线段直接偏移到所需要的位置。
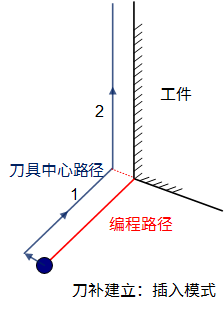
注意: 该模式支持圆弧建立刀补,但需要多走一段路径,影响效率。
刀具半径补偿
刀具半径补偿即刀具偏置刀具的的半径值移动。
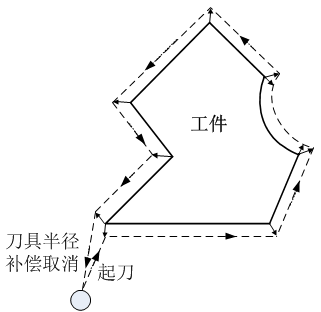
刀具半径补偿的原理
如下图所示,系统首先创建一个偏置矢量(起刀)。偏置矢量的长度等于刀具半径,方向与刀具的前进方向垂直,从工件朝向刀具中心。
如果在起刀后制定直线插补或圆弧插补,则可以使刀具在仅偏置某一偏置矢量后进行加工。
最后,取消刀具半径补偿,使刀具返回到起点。
刀具半径补偿方向
刀具半径补偿可按照补偿方向分为左刀补和右刀补。左刀补即刀具向刀具前进方向左侧偏移,右刀补即刀具向刀具前进方向右侧偏移。刀补的示意图如下所示。
