自动操作
是指自动模式下,控制机床按刀路中的指令要求进行动作的加工方式,支持载入无后缀、NC、G、TXT、CNC、DEMO 格式文件的加工。
开始自动加工
程序的运行是从当前行(即 状态 页面上的程序行中的高亮显示行)开始。
开始自动加工前,检查当前行是否为需运行的程序行,模态指令是否正确。
加工过程中可切换到 手动 或 手轮 模式,暂停查看加工工件效果。查看后可控制手轮/手动移动到程序起始行,重新开始加工。
按照以下步骤,开始自动加工:
按
 ,进入 自动 模式。
,进入 自动 模式。载入程序。
按
 ,开始自动运行程序。
,开始自动运行程序。可选: 若要重新从起始行开始加工,且当前行非起始行,按
 → 。
→ 。
暂停自动加工
在程序自动加工中,自动加工的程序暂停。
选择以下方式,暂停自动加工:
含有 M00 的程序段执行后,程序暂停运行,模态信息全部被保存起来,等待外部信号。
按
,从当前行继续往下加工。
注意: 含有 M30 的程序段表示主程序结束,自动加工暂停,主轴停转,切削液关闭。
自动加工中,按
 程序暂停键,机床进给减速停止,主轴、切削液状态不变,程序行高亮显示当前加工行。
程序暂停键,机床进给减速停止,主轴、切削液状态不变,程序行高亮显示当前加工行。再次按
,从当前行继续往下加工。自动加工中,按
,机床进给减速停止,主轴停转,切削液关闭,程序行高亮消失。再次按
,从头开始加工。自动加工中,按
 ,机床进给强制停止,主轴停转,切削液关闭,程序行高亮消失,系统进入急停报警。
,机床进给强制停止,主轴停转,切削液关闭,程序行高亮消失,系统进入急停报警。消除报警后,再次按
,从头开始加工。
执行选行加工
在程序自动加工中,系统从选择的行号开始执行自动加工,至程序段末行结束。
选择以下方式,执行选行加工:
输入数值。
按
,进入 自动 模式。按
 ,进入 状态 页面。
,进入 状态 页面。按 ↑ / ↓,移动光标至 起始行号 输入框:

输入整数值。匹配到对应行号,高亮显示。
注意: 输入超出文件总行号的数字,起始行号显示文件总行号。
按
,系统自动从选择的行号开始执行自动加工。
输入字符串。
按
,进入 自动 模式。按
,进入 状态 页面。按 ↑ / ↓,移动光标至 起始行号 输入框:

输入字符串,匹配到刀路第一次出现该字符串的行号,高亮显示。
如果加工刀路存在对应的字符串,弹出确认对话框。
否则出现提示搜索不到字符串。
注意: 再次输入字符串,从当前所在行的下一行开始向后搜索。
按
,系统自动从选择的行号开始执行自动加工。
执行循环加工
在程序自动加工中,系统自动循环执行当前程序,直至循环完设置的加工件数。
按照以下步骤,执行循环加工:
按
,进入 自动 模式。按
,进入 状态 页面。按 ↑ / ↓,移动光标至 循环件数 输入框:

输入循环加工件数。
按
,系统自动执行循环加工。
调整速度
自动加工中可通过调整进给、空程移动以及主轴速度倍率改变运行的速度。
调整进给速度、空程速度和主轴速度,详情请参见 倍率键。
执行单段执行
在 单段执行 模式下,执行完正在执行的这个指令后就会自动暂停。每按一次启动健,执行一个指令。
按照以下步骤,执行单段执行:
按
,进入 自动 模式。按
 ,进入 单段执行 模式。
,进入 单段执行 模式。按
,系统执行完一个运动指令,进入暂停状态。再次按
,系统开始执行下一行。重复步骤 4,直至系统执行完所有行。
执行MDI
输入并执行指令,以实现快速移动,改变系统状态或进行简单加工。MDI 只支持从头开始加工。
按照以下步骤,执行 MDI:
选择以下方式,打开 MDI 对话框:
按
 。
。按
→ F4。
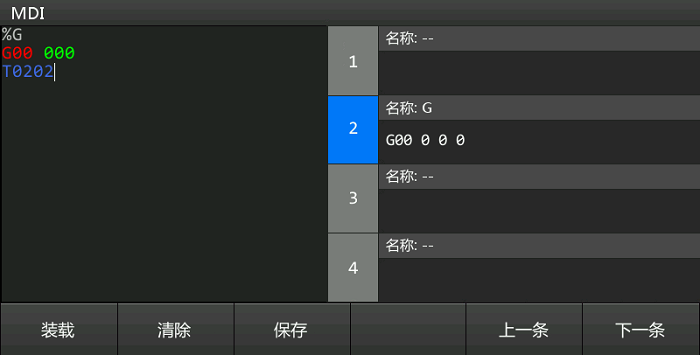
输入执行的指令。
可选: 若需保存常用的 MDI 指令,先按 F5 / F6 选择一个序号,在首行输入 % + 字符,第二行输入指令,并按 F3,指令以字符作为名称保存。
保存过的指令,可按 F5/F6 选择后进行修改。
注意: 保存过的指令,断电重启后仍存于本机。
按 F1,载入当前输入框中的指令。装载成功,页面自动切换到 状态 页面。
按
,系统执行 MDI 录入的指令。
执行螺纹修牙
螺纹修牙功能可对已变形或磨损的螺纹工件进行再次车牙,达到将螺纹工件维修继续使用的目的。
修牙设定
本节介绍如何启动修改功能,修牙功能开启对仿真加工没有影响。
相关说明:
修牙功能适用指令如下表所示:
| 编号 | 指令名称 | 描述 |
|---|---|---|
| 1 | G32 | 车削等螺距螺纹 |
| 2 | G34 | 车削变螺距螺纹 |
| 3 | G92 | 等螺距车削循环 |
| 4 | G76 | 等螺距复合车削循环 |
操作前提条件:
- 主轴处于空闲状态。
- 确保机床厂商在机床出厂前已执行修牙校准来校准Z位置和校准C位置,如果需要重新校准,具体步骤参见 修牙校准。
按照以下步骤,执行修牙设定:
将待修牙的工件装上主轴。
维持主轴角度不变,操作X及Z轴,将车刀伸入任一有效牙内,尽可能让车刀贴近牙壁。
提示: 该操作直接影响修牙精度,必须应尽可能使刀具的刀尖与螺纹槽重合。
按照以下步骤,启动修牙功能。
按
进入 状态 页面。按
 → F4,打开 螺纹修牙设定 对话框:
→ F4,打开 螺纹修牙设定 对话框:
按 F1启动修牙功能。
启动修牙功能软件会记录下此位置的坐标信息及主轴角度,并显示到修牙对话框 对牙Z位置 和 对牙C位置 上,此时若数值为非NaN表示修牙功能已启动。
提示:
- 若修牙功能开启后执行开始加工,对牙Z位置不在合法螺纹段区间,软件提示“对牙位置不正确,”,软件进入空闲状态。
- 修牙功能开启后只有在主程序中遇到M2/M30才会关闭修牙功能,记录值会被清除,如需再次修复螺纹,应重新记录位置。
- 断电重启会清除上次记录位置,修牙功能默认关闭。
将车刀退出到安全位置。
重新执行待修牙工件之前的车牙循环。
修牙校准
因为修牙校准的对牙操作直接影响校准的精度,进而影响后续修牙的效果,所以建议修牙校准功能只在软件装机后执行一次。
一般情况下,机床厂商在机床出厂前已执行修牙校准来校准Z位置和校准C位置,修牙校准后得到的参数数据支持以下保存:
支持断电保存,即断电后,再次使用时在 螺纹修牙设定 页面会记录上次校准过的位置。
支持参数迁移,参数迁移后,在 螺纹修牙设定 页面会记录上次校准过的位置。
软件重装或软件更新时,选择参数迁移,即可把修牙校准的参数迁移。
操作前提条件:
- 主轴处于空闲状态。
- 已获得二级以上操作权限。
按照以下步骤,执行修牙校准:
请用任意螺纹刀路加工一个零件。
提示: 加工完一个零件后,请勿将零件取下重新装夹。
维持主轴角度不变,操作 X 轴及 Z 轴,将车刀伸入任一有效牙内,尽可能让车刀贴近牙壁。
提示: 若执行对牙 Z 位置不在合法螺纹段区间,软件提示 对牙位置不正确, 请重新执行校准步骤二。
按照以下步骤,启动修牙功能。
按
进入 状态 页面。按
→ F4,打开 螺纹修牙设定 对话框: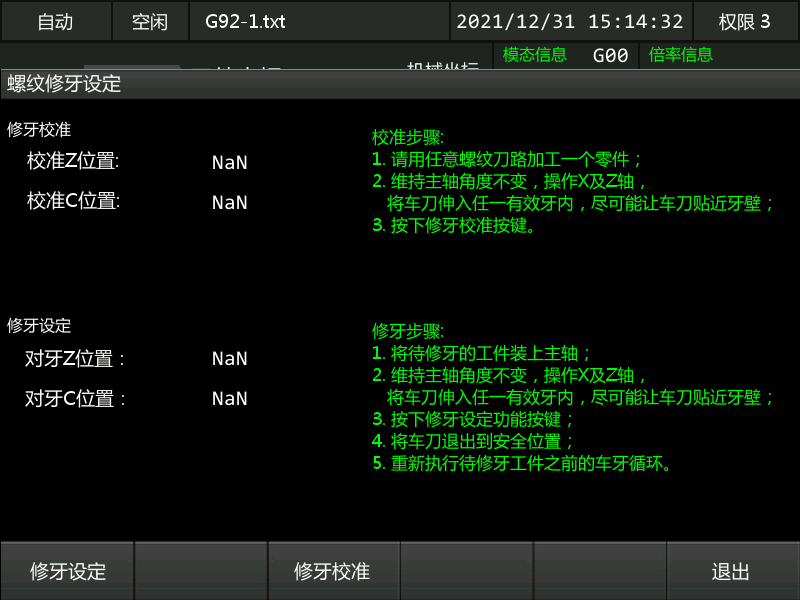
按 F3 启动修牙校准。
启动修牙校准软件会记录下此位置的坐标信息及主轴角度,并显示到修牙对话框 校准Z位置 和 校准C位置 上,此时若数值为非NaN表示软件已成功执行过校准功能。