快速开始
通过此部分内容,可快速熟悉 NK210T 的加工流程,并开始加工。
快速加工流程图如下:
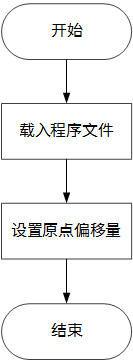
载入程序文件
支持载入无后缀、NC、G、TXT、CNC、DEMO 格式的程序文件。
根据文件来源,选择以下操作:
载入本机程序
载入显示在一体机中的文件夹及程序文件。
按照以下步骤,载入本机程序:
按
 ,进入 本机程序 页面:
,进入 本机程序 页面:
按 ↑ / ↓ 选择目标程序文件后,按 F1,装载目标程序文件进行加工。
注意: 不可选择目标程序文件夹,否则弹出提示 请选择文件。
在 程序 页面,对本机程序还可进行以下操作:
按 F2,编辑目标程序文件。
按 F3,新建一个程序文件。
按 F4,删除目标程序文件或文件夹。
按 → F2,重命名目标程序文件或文件夹。
注意: 若移动盘中有重名文件,则弹出提示目标位置已包含同名文件,确定覆盖吗?。
按
 → F3,新建一个文件夹。
→ F3,新建一个文件夹。按
→ F4,复制目标程序文件。按
→ F5,搜索目标程序文件。按
→ F6,批量操作目标程序文件或文件夹。
载入可移动盘程序
载入显示在移动设备根目录下的文件夹和程序文件。
按照以下操作,载入可移动盘程序:
按
→ F5,进入 移动盘程序 页面: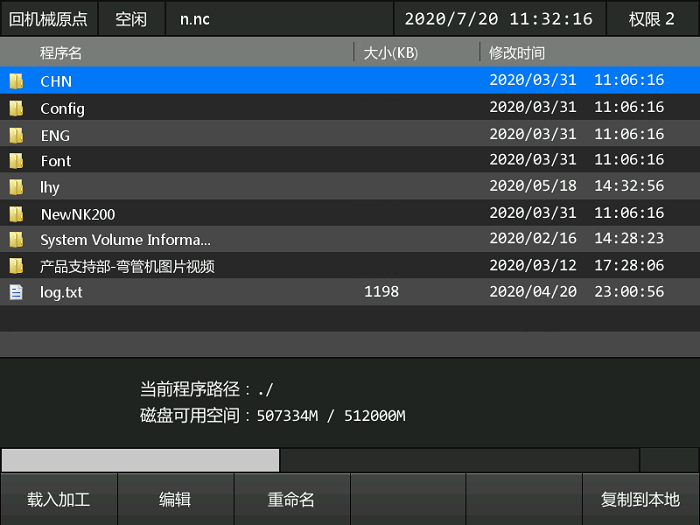
按 ↑ / ↓ 选择目标程序文件后,按 F1,载入目标程序文件进行加工。
在 移动磁盘程序 页面,还可进行以下操作:
按 F2,编辑程序。
按 F3,重命名程序名。
按 F6,将目标程序文件拷贝至本机。
注意: 若本机中有重名文件,则弹出提示目标位置已包含同名文件,确定覆盖?。
载入网络路径程序
通过将 NK210T 和 PC 端(个人电脑)建立正确的连接,实现 NK210T 和 PC 端之间的文件传输,从而访问 PC 端或其他 NK210T 中的共享文件。
按照以下步骤,载入网络路径程序:
设置IP地址
选择以下方式,获取 NK210T IP 地址:
- 自动获取 IP 地址:系统默认方式,系统会自动获取 IP 地址。
- 手动设置 IP 地址:手动设置一体机 IP 地址。
设置 IP 地址前,确保 PC 端与 NK210T 置于同一子网内。
以手动设置 IP 地址为例,按照以下步骤,设置 IP 地址:
按
 → F4 → F4,弹出 网络设定 对话框:
→ F4 → F4,弹出 网络设定 对话框: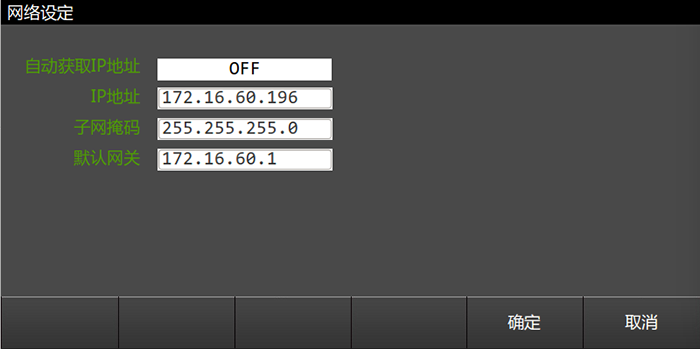
按
 设置 自动获取IP地址 为 OFF。
设置 自动获取IP地址 为 OFF。按 ↑ / ↓ 选择对应的输入框,并设置以下地址:
- IP 地址:前三组与 PC 端设置一致,最后一组与 PC 端设置不一致。
- 子网掩码/默认网关:与 PC 端一致。
按 F5,确定网络设定并重启系统。
验证连接
设置 IP 地址后,通过 ping 命令来验证 PC 端与 NK210T 之间的网络连接通道是否成功建立。
按照以下步骤,验证连接:
在 PC 端同时按下 Win + R 键,在 运行 对话框内输入 cmd 并确定,调用命令窗口。
输入 ping + 空格 + NK210T 的 IP 地址。
举例:ping 172.16.60.172。按 Enter 查看 ping 结果:

ping 成功,网络连接通道成功建立。
ping 失败,执行以下操作,进行故障排查:
查看路由器对应的网线接口是否有指示。
若有指示, 按照指示进行操作。
若无指示,断电重新连接网线并重启,重新 设置IP地址。
查看 NK210T 的 IP 地址设置是否正确。若不正确,重新 设置IP地址。
添加共享程序文件
成功建立网络连接通道后,从 NK210T 访问 PC 端或其他 NK210T 中的共享文件。
添加 PC 端的共享程序文件夹前,将目标文件夹设置为 NK210T 的共享目录,供 NK210T 连接。
注意: win7 系统需要第 3 方软件支持 nfs 服务,才能通过网络路径被访问。
按照以下步骤,添加共享程序文件:
按
→ → F1,进入 网络路径程序 页面: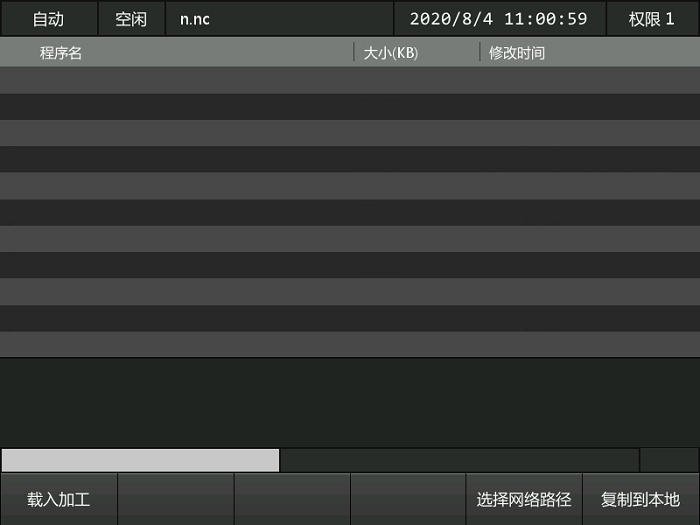
按 F5,弹出 选择网络路径 对话框:
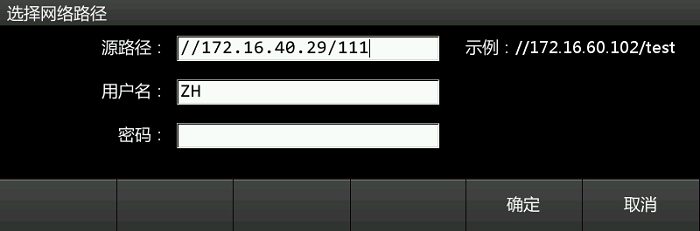
在 源路径 输入框中输入连接电脑的 IP 和共享文件夹名称。
示例://172.16.60.102/test
在 用户名 和 密码 输入框输入用户名和密码并确定,网络路径程序列表显示共享文件夹中的程序文件。
按 ↑ / ↓ 选择目标程序文件后,按 F1,装载目标程序文件进行加工。
可选: 按 F6,拷贝程序文件到本地。
设定刀长
程序文件中描述刀尖与工件的关系,而不考虑实际刀具所在的机械坐标位置。因此,加工前,需妥善测量各刀具的长度并输入到控制器中,以避免程序使用多种刀具加工时,刀具长短不同造成的困扰。
按照以下步骤,设定刀长:
按
 → F1,进入 刀长设定 页面:
→ F1,进入 刀长设定 页面:
按 ↑ / ↓ / ← / →,选择目标偏置输入框。
选择以下方式,输入偏置:
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,偏置为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,偏置为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,偏置为 旧数值 + 输入值。举例:X 轴刀长偏置为 1,输入 U2,X 轴刀长偏置修改为 3。
按 X / Z,输入数值后,按
确认,当前工件坐标为输入值,偏置为
工件坐标 + 旧数值 - 输入值。
可选: 若需微调切削尺寸,选择以下方式,设定刀长磨耗:
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,磨耗为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,磨耗为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,磨耗为 旧数值 + 输入值。举例:X 轴刀长磨耗为 1,输入 U2,X 轴刀长磨耗修改为 3。
注意: 重新输入偏置值后,刀长磨耗清空。