系统简介
NK210T 集成数控系统 (以下简称 NK210T)由以下部分组成:
硬件
操作面板:
- 横型:WH109T 或 WH110T。
- 竖型:WH2630T1 或 WH2625T1。
Lambda:
- Lambda 5S:脉冲型,最多支持 5 个轴。
- Lambda 5M:总线型,最多支持 16 个轴。
- Lambda 21A:脉冲型,最多支持 5 个轴。
- Lambda 21B:总线型,最多支持 16 个轴。
各硬件间的连接示意图请参见 连接示意图。
软件
软件显示界面详情请参见 显示界面。
主机
主机示意图如下:
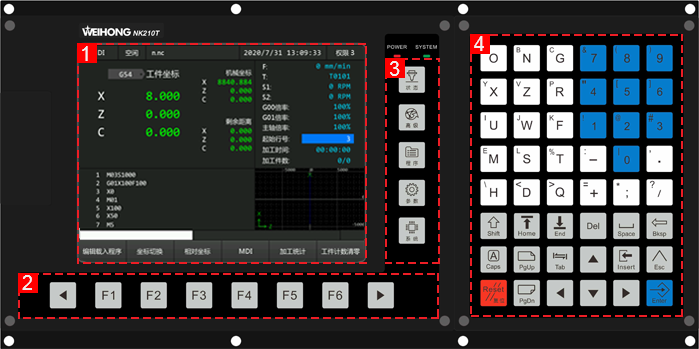
显示屏
NK210T 采用分辨率为 800*600 的 8 英寸彩色液晶显示屏。
功能按键
选择相应的功能按键进入功能区页面。
包括以下按键:
 :进入 状态 页面,查看坐标信息、模态信息、倍率信息和加工状态。
:进入 状态 页面,查看坐标信息、模态信息、倍率信息和加工状态。 :进入 高级 页面,设置刀具偏置、管理坐标系和设置工件偏移量。
:进入 高级 页面,设置刀具偏置、管理坐标系和设置工件偏移量。 :进入 程序 页面,管理本机程序、移动盘程序和网络路径程序。
:进入 程序 页面,管理本机程序、移动盘程序和网络路径程序。 :进入 参数 页面,查看并设置机床、进给轴和加工状态等参数。
:进入 参数 页面,查看并设置机床、进给轴和加工状态等参数。 :进入 系统 页面,查看报警信息、日志信息、端口信息和维护信息。
:进入 系统 页面,查看报警信息、日志信息、端口信息和维护信息。
软功能键
位于显示屏下方。
显示![]() ~
~ ![]() 软功能键对应的含义以及
软功能键对应的含义以及![]() /
/ ![]() 上下翻页。
上下翻页。
键盘按键
输入字符、数字等。基本使用规则同计算机输入键盘。
包括以下按键:
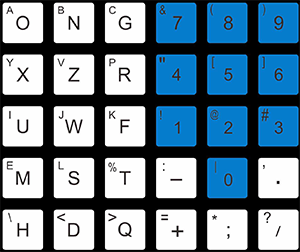 字符/数字键:直接按字符/数字键,输入中间字符;按 Shift 键 + 字符/数字键或快速按两下,输入左上方字符。
字符/数字键:直接按字符/数字键,输入中间字符;按 Shift 键 + 字符/数字键或快速按两下,输入左上方字符。 /
/  /
/  /
/  方向键:控制光标移动。
方向键:控制光标移动。 /
/  翻页键:编辑程序时或在列表页面上下翻页。
翻页键:编辑程序时或在列表页面上下翻页。 /
/  起始结尾键:定位到起始或结尾,如程序编辑、参数列表。
起始结尾键:定位到起始或结尾,如程序编辑、参数列表。 /
/  删除键:Del 为删除光标后字符;Bksp 为删除光标前字符。
删除键:Del 为删除光标后字符;Bksp 为删除光标前字符。 输入键:输入参数、刀补、程序、MDI 等数据。
输入键:输入参数、刀补、程序、MDI 等数据。 大小写转换键:切换英文大小写。
大小写转换键:切换英文大小写。 上档转换键:使用双地址中的上档键。
上档转换键:使用双地址中的上档键。 返回键:返回或退出页面。
返回键:返回或退出页面。 制表键:编辑程序或 MDI 时使用。
制表键:编辑程序或 MDI 时使用。 插入建:按一下,光标出现在字体的侧边,新输入的字插入到光标位置;按两下,光标出现在字体的下方,新输入的字替代光标位置的字。
插入建:按一下,光标出现在字体的侧边,新输入的字插入到光标位置;按两下,光标出现在字体的下方,新输入的字替代光标位置的字。 空格键:输入空格时使用。
空格键:输入空格时使用。 复位键:回到系统参数设置的初始状态。
复位键:回到系统参数设置的初始状态。
操作面板
NK210T 支持的操作面板有 WH109T、WH110T、WH2630T1 和WH2625T1。
以下以 WH110T 操作面板为例。
WH110T 操作面板示意图如下:
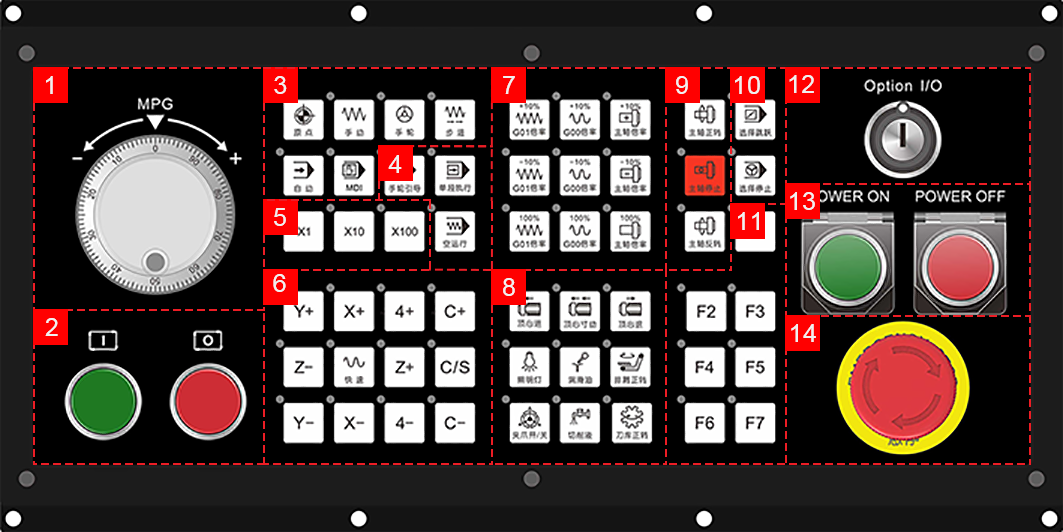
1.手轮 2.程序启动/暂停键 3.操作模式选择键 4.状态选择键 5.手动档位 6.轴方向键 7.倍率键 8.常用端口键 9.主轴控制键 10.选择跳跃/停止键 11.功能定制键 12.程序锁 13.电源键 14.急停键
手轮
使用手轮控制机床运动。
![]()
程序启动/暂停键
控制程序加工或暂停。
包括以下按键:
 程序启动:开始和继续运行程序、启动 MDI 、启动空运行。
程序启动:开始和继续运行程序、启动 MDI 、启动空运行。 程序暂停:暂停运行程序。
程序暂停:暂停运行程序。
操作模式选择键
不同操作模式下,机床所能进行的操作和功能有所不同。
包括以下按键:
 :进入 原点 模式,进行各进给轴回机械原点或刀库回零操作。
:进入 原点 模式,进行各进给轴回机械原点或刀库回零操作。 :进入 手轮 模式,选择手轮倍率和轴方向键,使用手轮进行移动。
:进入 手轮 模式,选择手轮倍率和轴方向键,使用手轮进行移动。 :进入 步进 模式,选择步长,使用轴方向键移动,适用于精确地控制机床的位移量。
:进入 步进 模式,选择步长,使用轴方向键移动,适用于精确地控制机床的位移量。 :进入 自动 模式,机床自动运行系统已装载好的待加工程序。
:进入 自动 模式,机床自动运行系统已装载好的待加工程序。 :进入 MDI 模式,运行程序段,适用于简单地测试程序。
:进入 MDI 模式,运行程序段,适用于简单地测试程序。
状态选择键
自动模式下,选择机床运行的状态。
包括以下按键:
 :进入 手轮引导 模式,执行手轮引导加工,手动控制机床移动速度,观察机床的运动轨迹。
:进入 手轮引导 模式,执行手轮引导加工,手动控制机床移动速度,观察机床的运动轨迹。 :进入 单段执行 模式,执行单段加工,一行一行的执行程序指令,检验机床动作的正确性。
:进入 单段执行 模式,执行单段加工,一行一行的执行程序指令,检验机床动作的正确性。 :进入 空运行 模式,启动需要验证的程序,检查程序执行时刀具的移动是否正常,检验程序的正确性。
:进入 空运行 模式,启动需要验证的程序,检查程序执行时刀具的移动是否正常,检验程序的正确性。
手动档位
调整 手轮、步进 模式下的档位。默认步长为 0.001mm。
包括以下按键:
 :步长 0.001mm。
:步长 0.001mm。 :步长 0.01mm。
:步长 0.01mm。 :步长 0.1mm。
:步长 0.1mm。
轴方向键
用于手动运动机床各轴或微调功能。在 手动 模式下:
按下 快速 键,指示灯亮,再按下任一轴方向键,机床以手动高速运动。
单独按下任一轴方向键,机床以手动低速运动。
包括以下按键:
带有 + 的轴方向键:表示各轴向正方向运动。
带有 - 的轴方向键:表示各轴向负方向运动。
 :进入手动快速移动状态。手动 模式下,按下该键后按轴方向键,以快速移动速度,移动各轴。
:进入手动快速移动状态。手动 模式下,按下该键后按轴方向键,以快速移动速度,移动各轴。 :切换主轴位置/速度模式。
:切换主轴位置/速度模式。
倍率键
通过改变倍率(包括G01倍率、G00倍率、主轴倍率)来改变机床运行速度。实际速度与倍率关系如下:
实际加工速度 = 进给倍率 × 设定速度
实际空程转速 = 空程倍率 × 设定速度
实际主轴速度 = 主轴倍率 × 主轴速度
包括以下按键:
 /
/  /
/  进给倍率键:调整进给倍率。范围:0%~120%。
进给倍率键:调整进给倍率。范围:0%~120%。 /
/  /
/  空程倍率键:调整空程倍率。范围:0%~100%。
空程倍率键:调整空程倍率。范围:0%~100%。 /
/  /
/  主轴倍率键:调整主轴倍率。范围:50%~120%。
主轴倍率键:调整主轴倍率。范围:50%~120%。
常用端口键
用于控制机床的常用端口。开启时指示灯亮,关闭时指示灯灭。
包括以下按键:
 顶心进键:控制顶心进,顶紧工件,保证加工的稳定性。
顶心进键:控制顶心进,顶紧工件,保证加工的稳定性。 顶心退键:控制顶心退,松开工件。
顶心退键:控制顶心退,松开工件。 照明灯键:开启或关闭照明灯。
照明灯键:开启或关闭照明灯。 润滑油键:打开一定时间后自动关闭。
润滑油键:打开一定时间后自动关闭。 排屑正转键:正转排屑。
排屑正转键:正转排屑。 夹爪开/关键:松开或夹紧夹爪,也可外接控制开关。
夹爪开/关键:松开或夹紧夹爪,也可外接控制开关。 切削液键:开启或关闭切削液。
切削液键:开启或关闭切削液。 刀库正转键:按下此键加换刀辅助键(WH110T 面板为 F6,WH109T 面板为 F1),刀库正转一个刀位。
刀库正转键:按下此键加换刀辅助键(WH110T 面板为 F6,WH109T 面板为 F1),刀库正转一个刀位。
主轴控制键
用于控制主轴运动。
包括以下按键:
 :控制主轴正转。
:控制主轴正转。 :控制主轴反转。
:控制主轴反转。 :控制主轴停止。
:控制主轴停止。
选择跳跃/停止键
用于控制需跳过或停止的程序段。
包括以下按键:
 选择跳跃键:按下后,系统自动忽略以
选择跳跃键:按下后,系统自动忽略以 /开头的程序段。 选择停止键:按下后,程序遇到 M01 暂停;未按下时,M01 不生效。
选择停止键:按下后,程序遇到 M01 暂停;未按下时,M01 不生效。
功能定制键
通常配合常用端口键使用,用于定制端口开关。
包括 ![]() ~
~ ![]() 。
。
注意: 操作面板 WH109T 仅包含 F1 键。
程序锁
用于保护加工程序不被变更。加工调试完成后,操控程序锁,避免操机人员修改和删除加工程序。

电源键
包括以下按键:
 :开启电源。
:开启电源。 :关闭电源。
:关闭电源。
急停键
急停开关。

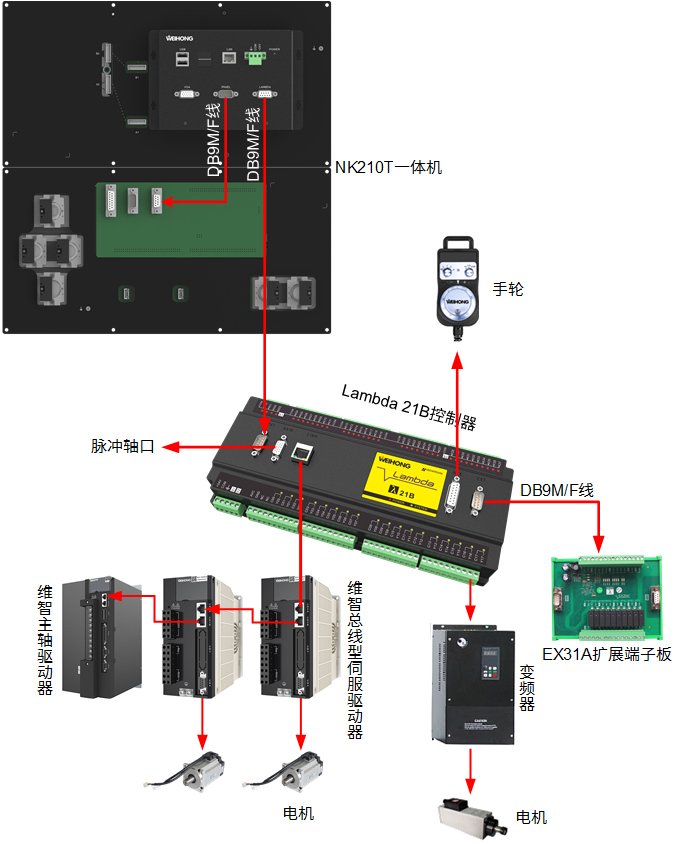
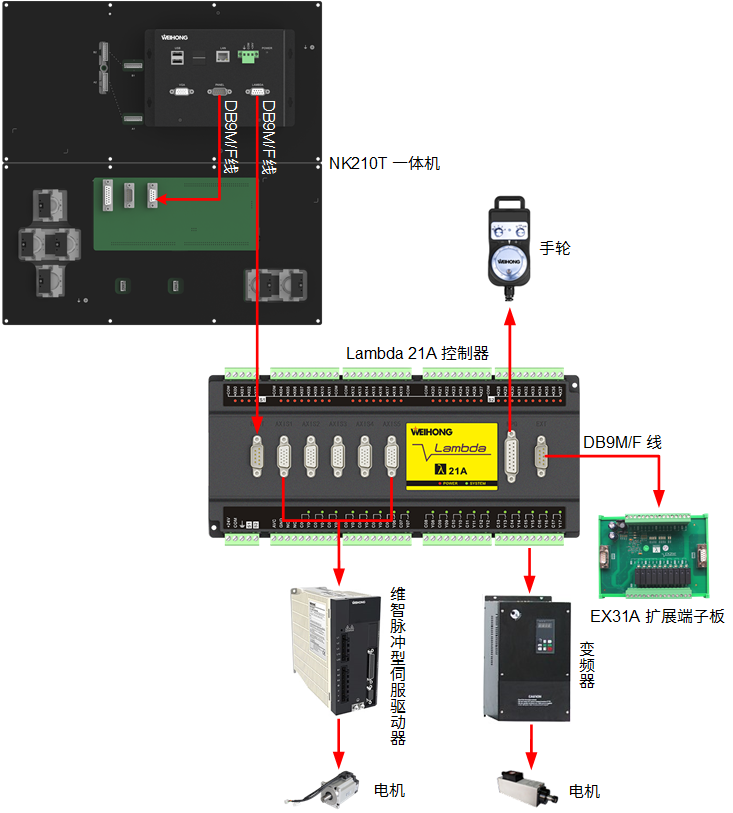
连接示意图
根据控制系统类型,NK210T 连接示意图可分为:
WH109T 与 WH110T 的连接方法相似,以 WH110T 操作面板为例。
总线控制系统的连接示意图
以 Lambda 21B 为例,示意图如下:
脉冲控制系统的连接示意图
以 Lambda 21A 为例,示意图如下:
显示界面
每个菜单键对应一个页面,每个页面包括多个软功能菜单。
状态页面
按 ![]() 进入 状态 页面:
进入 状态 页面:
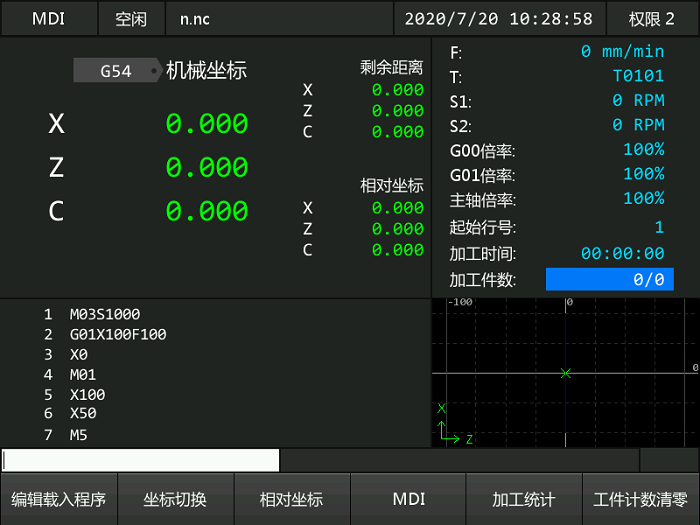
包括以下软功能菜单:
编辑载入程序
进行载入加工、编辑程序文件、图形仿真等操作。
机台坐标
进行坐标切换、X 轴相对坐标清零、Z 轴相对坐标清零和全部轴相对坐标清零操作。
图形显示
显示工件的运动轨迹。
MDI
选择 MDI 模式后,点击进入 MDI 对话框。适用于简单地测试程序或者快速调机。
详情请参见 执行MDI。
加工统计
查看、导出和清除加工的统计信息。
总工件数清零
清除页面显示的总工件数。
信息切换
切换显示加工信息与负载率。便于机床调试及实时监控伺服当前运行状态。
负载率是一段时间内转矩与额定转矩的比值的有效值,可以此判断电机运行是否正常。
基准设定
用于设定相应轴的基准值和导入/导出基准,包括 X 轴基准设定、Z 轴基准设定。
详情请参见 执行回机械原点/设定基准。
总加工时间清零
清除页面显示的加工时间。
螺纹修牙设定
用于对已磨损、变形的螺纹工件进行修牙操作。
详情参见 执行螺纹修牙。
高级页面
按 ![]() 进入 高级 页面:
进入 高级 页面:

包括以下软功能菜单:
刀长设定
设定刀长偏置和刀长磨耗。
刀尖设定
设定刀尖偏置和刀尖磨耗。
坐标系管理
管理外部坐标偏移。
工件移
设置工件偏移量。
增量输入
切换绝对输入模式和增量输入模式。
详情请参见 刀具偏置。
程序页面
按 ![]() 进入 程序 页面:
进入 程序 页面:

包括以下软功能菜单:
载入加工
选择目标程序文件载入加工。
编辑
对目标程序文件进行编辑。
新建
新建程序文件。
删除
删除程序文件或文件夹。
移动盘
管理显示在移动设备根目录下的程序文件和文件夹。
复制到移动盘
将本机程序文件或文件夹复制到移动盘中。
网络路径
管理共享文件夹中的程序文件。
重命名
对程序文件或文件夹进行重命名。
新建文件夹
新建程序文件夹。
文件复制
选择目标程序文件进行复制,生成副本。
文件搜索
搜索目标程序文件。
批量操作
对本机程序文件或文件夹进行批量删除和复制操作。
详情请参见 程序文件管理。
参数页面
按 ![]() 进入 参数 页面:
进入 参数 页面:

包括以下软功能菜单:
用户参数
设定/查看用户参数。
机构参数
设定/查看各轴运行的相关参数。
主轴参数
设定/查看主轴参数。
速度参数
设定/查看各轴运行速度的相关参数。
辅助功能参数
设定/查看辅助功能参数。
跳至指定参数
进入 跳至指定参数 对话框,输入参数编号跳至指定参数位置。
补偿参数
设定/查看补偿参数。
参数总览
设定/查看全部参数。
伺服参数
在总线伺服驱动器连接的情况下,进入伺服参数子页面。
包括以下软功能菜单:
- 常用参数
- 全部参数
- 导入伺服参数
- 导出伺服参数
- 恢复出厂值
- 自动调机
循圆补偿
进行循圆参数自动学习和效果测试,适用于总线控制系统。
详情请参见 进行循圆补偿。
丝杠误差补偿
当机床本身存在误差,无法达到预期的精度时,补偿丝杠误差以提高加工精度。
包括反向间隙补偿、单向补偿或双向补偿。
详情请参见 设置丝杠误差补偿。
系统设置
设定/查看程序开关。
系统页面
按 ![]() 进入 系统 页面:
进入 系统 页面:

包括以下软功能菜单: