刀具偏置
刀具位置沿平行于控制坐标方向上的补偿位移。
刀具偏置是在一个加工程序的全部或指定部分,施加于机床坐标轴上的相对位移,该轴的位移方向由偏置值的正负来确定。
设定刀长
详情请参见 设定刀长。
设定刀尖
刀具半径补偿功能在加工过程中,它所控制的是刀具中心的轨迹。根据按零件轮廓编制的程序和预先设定的偏置参数,数控装置能实时自动生成刀具中心轨迹。
按照以下步骤,设定刀尖:
按
 → F2,进入 刀尖设定 页面:
→ F2,进入 刀尖设定 页面:
按 ↑ / ↓ / ← / →,选择目标半径输入框后,选择以下方式,设定刀尖半径:
按 F6 切换至绝对输入模式,直接输入数值后,按
 确认,刀尖半径为输入值。
确认,刀尖半径为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,刀尖半径为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,刀尖半径为 旧数值 + 输入值。举例:X 轴刀尖半径为 1,输入 U2,X 轴刀尖半径修改为 3。
可选: 按 ↑ / ↓ / ← / →,选择目标刀尖磨耗输入框后,选择以下方式,设定刀尖磨耗。
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,磨耗为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,磨耗为 旧数值
+ 输入值。按 U / W,输入数值后,按
确认,磨耗为 旧数值 + 输入值。举例:X 轴刀尖磨耗为 1,输入 U2,X 轴刀尖磨耗修改为 3。
管理坐标系
包括管理外部坐标偏移(又叫做公共偏置)和工件偏置。公共偏置针对所有坐标系,用来调整各轴的工件原点;工件偏置针对某一工件坐标系,用来设置工件原点相对于机械原点的偏置。
按照以下方式,管理坐标系:
按
→ F3,进入 坐标系管理 页面:
按 ↑ / ↓ 选择目标轴输入框后,选择以下方式,设置公共偏置:
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,公共偏置为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,公共偏置为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,公共偏置为 旧数值 + 输入值。
举例:X 轴公共偏置为 1,输入 U2,X 轴公共偏置修改为 3。按 ↑ / ↓ / ← / →,选定目标工件坐标系和轴后,选择以下方式,设置工件偏置:
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,公共偏置为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,公共偏置为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,公共偏置为 旧数值 + 输入值。
举例:X 轴工件偏置为 1,输入 U2,X轴工件偏置修改为 3。- 按 X / Z,输入数值后,按 确认,当前工件坐标为输入值,工件偏置为 工件坐标 + 旧数值 - 输入值。
设定工件移
加工一个零件通常需要不同的刀具,由于刀具安装及刀具偏差,每把刀转到切削位置时,其刀尖所处的位置并不完全重合,但刀具间的相对位置不变,即刀具相对工件原点位置不变,通过将工件坐标系偏移,使得所有刀具位置相对工件原点位置不变。
按照以下步骤,设定工件移:
按 → F4,进入 工件移 页面。
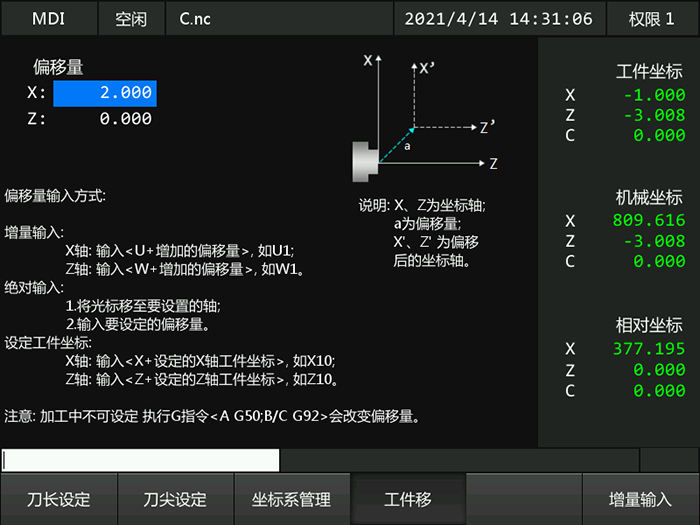
按 ↑ / ↓ 选择目标轴输入框后,选择以下方式,设置工件偏移量:
按 F6 切换至绝对输入模式,直接输入数值后,按
确认,偏移量为输入值。按 F6 切换至增量输入模式,直接输入数值后,按
确认,偏移量为 旧数值 + 输入值。按 U / W,输入数值后,按
确认,偏移量为输入值。设定工件坐标:按 X / Z,输入数值后,按
确认,当前工件坐标为输入值,偏移量为 工件坐标 + 旧数值 - 输入值。
可选: 通过 MDI 执行 G 指令(A-TYPE G50;B-TYPE/C-TYPE G92),修改原点偏移量。
举例: 执行 G50 U1,则当 X 轴工件坐标加 1,原点偏移量减 1。详情请参见 执行MDI。