系统简介
NK300CX集成数控系统 (以下简称 NK300CX)由硬件和软件两大部分组成:
硬件
操作面板及按键面板
- 普通型 NK300CX-H:WH106C 操作面板及 WH201C 按键面板
- 普通型 NK300CX-V:WH108C 操作面板
- 钻孔型:WH208A1 操作面板
Lambda控制器
根据轴配置或软件功能选择:
- 朗达4S:脉冲型,最多支持4个轴。
- 朗达5S:脉冲型,最多支持5个轴。
- 朗达5E:脉冲型,最多支持5个轴,支持绝对值。
- 朗达5M:总线型,最多支持8个轴,支持绝对值。
- 朗达21B:总线型,最多支持16轴,支持增量式。
- EX31A:根据端口需求所配。
D型二排电缆线 DB9M/F。
各个硬件之间的连接示意图请参见 NK300CX 连接示意图。
软件
本系统软件基于嵌入式平台,分为:
- 整合软件:含多种配置类型支持三轴、四轴和五轴控制,实现一机多用的功能。
- 多Z软件:分联动、轮动、双Y联动配置,可实现多个Z轴的运动控制。
本文主要以 整合软件三轴标准配置 为参考进行介绍说明。其软件主界面参见 软件主界面。
NK300CX 主机
此部分介绍 NK300CX 主机的布局及尺寸图。
布局
包括正面布局和背面布局。
正面
NK300CX 主机正面示意图如下所示:
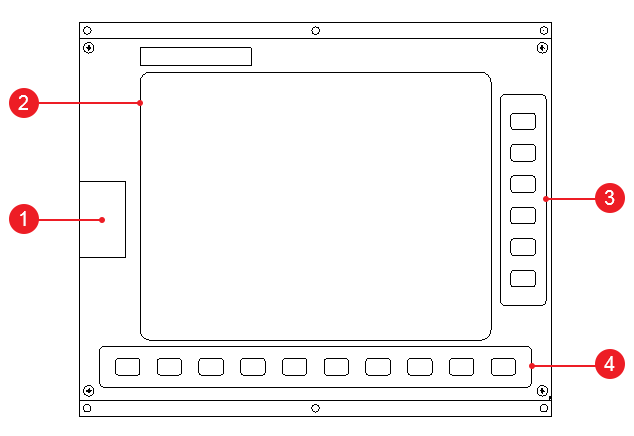
USB接口
掀开USB接口的盖子后,可外接鼠标、键盘、U盘。
用户界面
界面友好,操作简便。
功能选择按键区
共有六大功能区,分别为 加工、高级、程序、系统、参数、诊断。
选择相应的功能按键即可进入功能区主界面。
操控按键区
包括 F1 ~ F8 及上一页、下一页按键。
用于激活用户界面下方8个水平排列的软件功能和翻页。
背面
NK300CX 主机背面示意图如下所示:

DB9芯接口
- NK300CX-H 系统:用于连接按键面板。
- NK300CX-V 系统:用于连接操作面板。
控制器接口
用于连接朗达控制器。
VGA接口
用于连接VGA设备,可以按需进行连接(正常情况下不用连接)。
网口
传输速率100Mbps。
USB接口
共有2个,用于外接鼠标、键盘、U盘。
电源接口
用于连接220V电源。
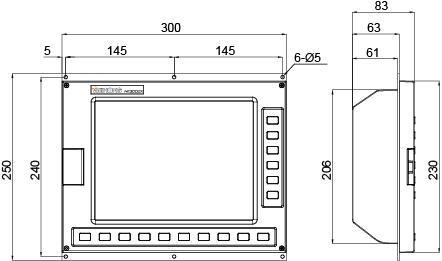
尺寸图(单位:mm)
NK300CX 显示器面板图
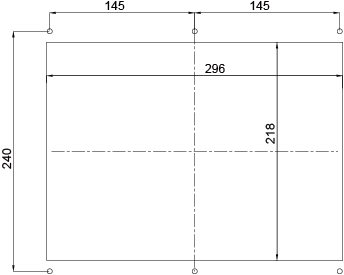
钣金开孔尺寸图
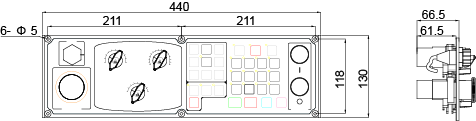
WH106C 操作面板及 WH201C 按键面板
此部分介绍 普通型 NK300CX-H 使用的WH106C 操作面板及 WH201C 按键面板的布局及尺寸图。
操作面板
介绍WH106C 操作面板的布局及尺寸图。
布局
操作面板正视图如下所示:
USB接口
用于连接可移动盘。
紧停开关
当机器处于危险状态时,用于停止机床运转,保护人身和机床的安全。
危险解除后,可通过顺时针旋转按钮解除紧停报警。
主轴倍率旋钮
用于调节主轴速度(50~150%)。
模式选择旋钮
用于选择加工模式,包括 自动、连续、手轮、步进、参考点。
进给倍率旋钮
用于调节进给速度(0~120%)。
轴方向按键
用于手动运动机床各轴或微调功能。在 手动 模式下:
- 同时按下任一轴方向键和 快速 按键,机床以手动高速运动。
- 单独按下任一轴方向键,机床以手动低速运动。
常用操作按键
用于执行常用操作,包括 模拟仿真、单段执行、手轮引导 和 复位 按键。
主轴控制按键
用于控制主轴运动,包括 主轴正转、主轴停止 和 主轴反转 按键。
扩展按键区
用于自定义按键功能,包括 K1、K2、K3 和 K4 四个扩展按键。
常用端口按键区
用于启停常用端口。
运动控制按键
程序开始、程序暂停 和 程序停止 用于控制机床运动。
断点继续 用于加工中出现断电、紧停等异常情况时,将机床快速移动到断点处,并从断点行继续执行程序。
电源开关
控制系统电源的开关。
尺寸图(单位:mm)
WH106C 操作面板尺寸图
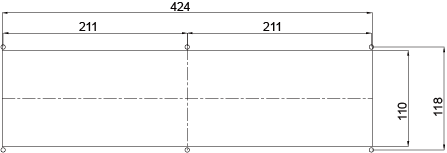
钣金开孔尺寸图
按键面板
介绍WH201C 按键面板的布局及尺寸图。
布局
按键面板正视图如下所示:
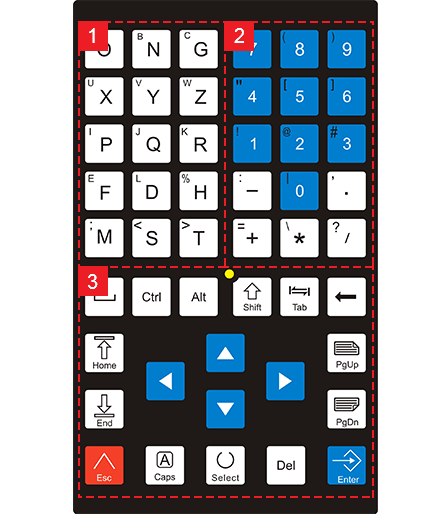
- 字符按键区
- 方向按键区
- 系统操作按键区
尺寸图(单位:mm)
WH201C 操作面板尺寸图
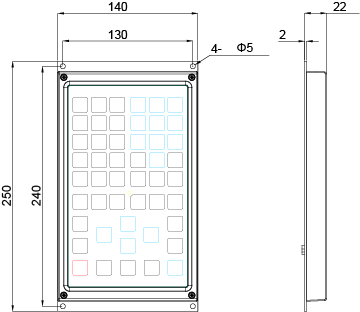
钣金开孔尺寸图
WH108C 操作面板
此部分介绍 普通型 NK300CX-V 使用的 WH108C 操作面板的布局及尺寸图。
布局
操作面板正视图如下所示:

按键面板
用于输入字符。基本使用规则同计算机输入键盘:
- 按 字符 键,输入右下方字符。
- 按 Shift + 字符 键,输入左上方字符。
常用操作按键
用于启用常用功能,包括 刀库正转、刀库反转、刀库弹出、主轴松刀、复位、模拟仿真 和 单段执行 按键。
常用端口按键
用于启用常用端口,包括 吹气、照明灯、切削液、润滑 按键,和高速运动,包括 快速 按键。
模式选择区
用于选择加工模式,分别为 参考点、连续、自动、手轮 和 步进 模式。
扩展按键区
用于自定义按键功能,包括 K1、K2、K3 和 K4 四个扩展按键。
鞋模机控制系统 中,K1 被定义为工装夹具的气闸按键。每次加工前系统会对夹具是否夹紧进行判断,只有在夹具夹紧的情况下系统才能进行加工操作,否则会进行黄色报警提示。
主轴控制按键
用于控制主轴运动,包括 主轴正转、主轴停止 和 主轴反转 按键。
紧停开关
当机器处于危险状态时,用于停止机床运转,保护人身和机床的安全。
危险解除后,可通过顺时针旋转按钮解除紧停报警。
轴方向按键
用于手动运动机床各轴或微调功能。在 手动 模式下:
- 同时按下任一轴方向键和 快速 按键,机床以手动高速运动。
- 单独按下任一轴方向键,机床以手动低速运动。
电源开关
控制系统电源的开关。
运动控制按键
程序开始、程序暂停 和 程序停止 用于控制机床运动。
断点继续 用于加工中出现断电、紧停等异常情况时,将机床快速移动到断点处,并从断点行继续执行程序。
主轴倍率旋钮
用于调节主轴速度(50~150%)。
当 空程速度固定 禁用时,该旋钮实际为空程倍率旋钮,主轴倍率 50% ~ 150% 对应空程倍率 0% ~ 100%。
进给倍率旋钮
用于调节进给速度(0~120%)。
尺寸图(单位:mm)
WH108C 操作面板尺寸图
钣金开孔尺寸图
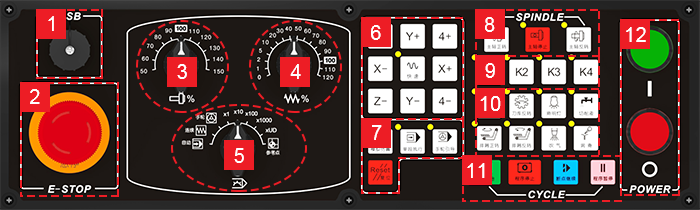
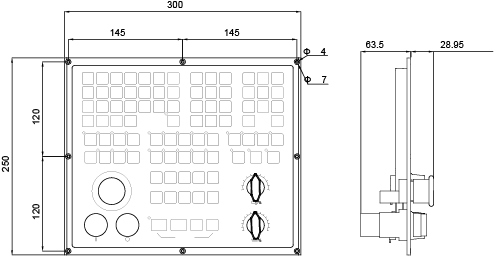
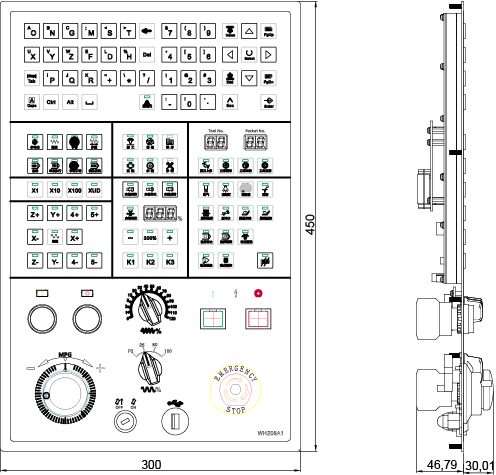
WH208A1 操作面板
此部分介绍 钻孔型 NK300CX 使用的 WH208A 操作面板的布局及尺寸图。
布局
操作面板正视图如下所示:
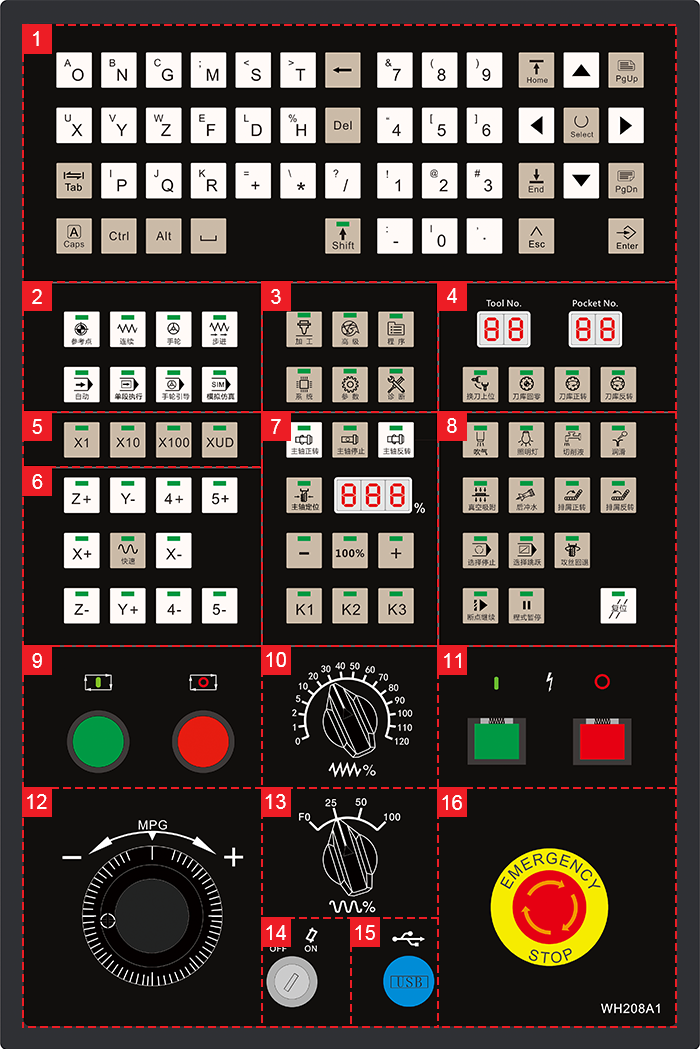
系统操作按键区
包括系统按键及字符按键。
模式选择区
用于选择加工模式,包括 参考点、连续、手轮、步进、自动 等。
主机功能选择按键区
用于进入功能区主界面,包括 加工、高级、程序、系统、参数 及 诊断。
刀库按键区
用于查看当前刀具号和刀盘刀具号、进行刀库相关操作。
其中 刀库正转、刀库反转 按键仅在启用 圆盘刀库 时有效。
步长调节按键区
用于调节步长或面板自带手轮的倍率。
当调节步长时,X1、X10、X100 和 XUD 按键分别代表0.001、0.01、0.1及自定义步长。
轴方向按键区
用于手动运动机床各轴或微调功能。在 手动 模式下:
- 同时按下任一轴方向键和 快速 按键,机床以手动高速运动。
- 单独按下任一轴方向键,机床以手动低速运动。
主轴控制按键
用于控制主轴运动,包括 主轴正转、主轴停止 和 主轴反转 按键,调节主轴倍率,以及自定义按键功能,包括 K1、K2、K3 三个为扩展按键。
加工控制按键区
用于启停常用端口,执行 断点继续、程式暂停 和 复位 等常用操作。
程序开始停止按钮
用于控制程序的启停。
进给倍率旋钮
用于调节进给速度(0~120%)。
电源开关
用于控制系统电源的开关。
手轮
用来控制机床运动。面板自带手轮。
空程倍率旋钮
用于调节空程倍率(0~100%)。
操作面板开关
用于启用或关闭操作面板。
USB接口
用于连接可移动盘。
紧停开关
当机器处于危险状态时,用于停止机床运转,保护人身和机床的安全。
危险解除后,可通过顺时针旋转按钮解除紧停报警。
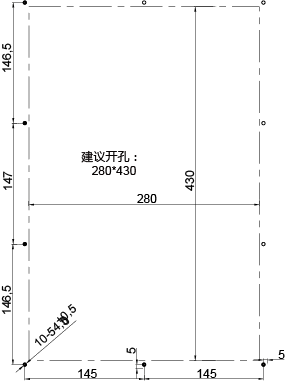
尺寸图(单位:mm)
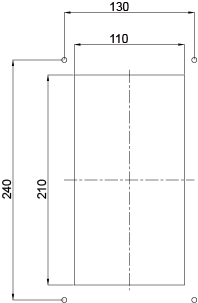
WH208A 操作面板尺寸图
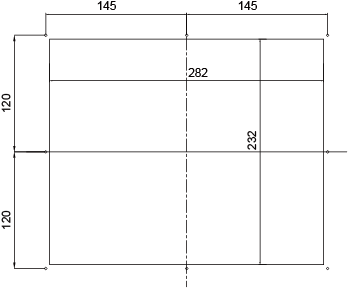
钣金开孔尺寸图
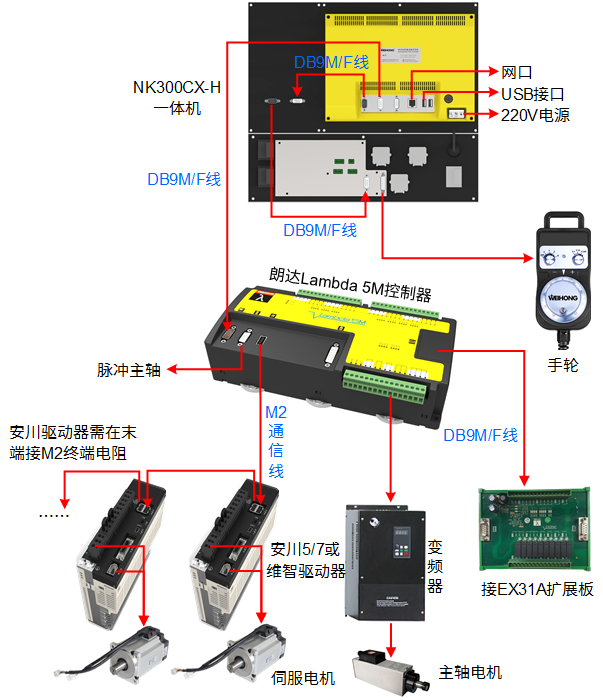
NK300CX 连接示意图
根据控制系统类型,NK300CX 连接示意图可分为:
- 非总线控制系统的连接示意图
- 总线控制系统的连接示意图
本文以常用的总线控制系统的连接示意图为例。
由于钻攻型NK300CX总线控制系统的接线与 NK300CX-V 的类似,仅操作面板有所不同,本文主要介绍:
NK300CX-H 连接示意图
NK300CX-H 总线控制系统连接示意图如下所示:
NK300CX-V 连接示意图
NK300CX-V 总线控制系统连接示意图如下所示:

软件主界面
NK300CX 整合软件的交互用户界面布局如下:

状态栏
显示以下信息:
- 当前模式,如自动、连续等。
- 机床当前状态,如空闲、运行等。
- 加工文件的名称。
- 加工时间。
信息提示栏
显示加工进程、报警等信息。
功能区页面
显示子功能窗口信息。
功能按钮区
显示 F1 ~ F8 操作按键对应的含义。
含义随子功能界面而不同。