快速开始
通过该部分内容,您可快速熟悉 NK530M 的加工流程,并开始加工。
按照以下步骤,开始加工:
执行对刀
该操作用于测量所选的刀具,以保证所选的刀具能在毛坯件上正常加工。
对刀类型分为:
浮动对刀使用较少,该操作主要介绍后两种常用的对刀方式。
执行固定对刀
该操作用于在机床某一固定位置进行对刀以重新确定刀具长度偏置,避免加工时由于刀具磨损或刀具断裂等原因更换刀具,导致刀具的长度和夹持的位置发生变化,实现准确加工。常用于带刀库的机床。
执行固定对刀前,确保:
参数 N75006 对刀类型选择 的值设为 1。
参数 N75210 固定对刀仪位置 的值与对刀仪实际位置相符。
按照以下步骤,执行固定对刀:
在 自动 / 连续 / 手轮 / 步进 模式下,按
 → F8,输入制造商密码,根据实际情况设置以下参数:
→ F8,输入制造商密码,根据实际情况设置以下参数:- N75001 对刀快速速度
- N75002 对刀粗定位速度
- N75003 对刀精定位速度
详情请参见 测量参数。
按
→ F5,弹出 固定对刀(测量刀具长度) 对话框: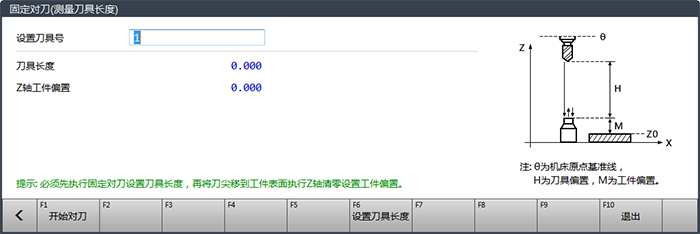
在 设置刀具号 输入框,输入目标刀具号。
按 F1,对所选择的刀具进行固定对刀。
注意: 当输入的刀具号与当前主轴刀具号不相同时,系统会先自动换刀再进行固定对刀。
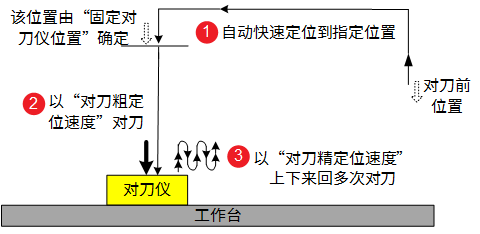
系统自动按照如下所示过程进行对刀,并将对刀结果保存至刀具长度中:
固定对刀完成后,需将刀具移动到工件表面进行清零。详情请参见 清零。
执行第一次/换刀后对刀
该操作用于将刀差值补偿到工件偏置中。
执行第一次/换刀后对刀前,确保参数 N75006 对刀类型选择 设为 2。
按照以下步骤,执行第一次/换刀后对刀:
手动移动 Z 轴到工件表面,通过手动清零确定工件原点。
详情请参见 清零。
在 自动 / 连续 / 手轮 / 步进 模式下,按
→ F8,输入制造商密码,根据实际情况设置以下参数:- N75001 对刀快速速度
- N75002 对刀粗定位速度
- N75003 对刀精定位速度
- N75007 对刀回退距离
详情请参见 测量参数。
按
→ F5,弹出 第一次/换刀后对刀 对话框: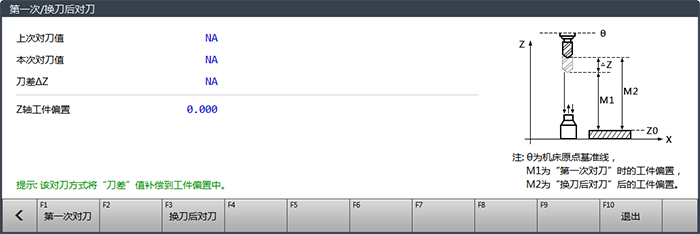
按照实际情况,选择以下操作:
若为第一次对刀,按 F1,进行第一次对刀,系统自动记录此时的 Z 轴机械坐标值。
若为换刀或断刀后对刀,按 F3, 进行换刀后对刀,系统自动恢复当前点 Z 轴的工件坐标值。
注意: 进行第一次对刀后才能进行换刀后对刀。
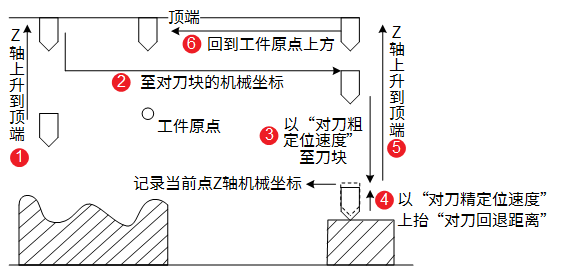
系统自动将对刀结果自动记录到刀具偏置,第一次对刀过程与换刀后对刀过程一致:
设置工件坐标系
该操作用于选择工件坐标系,设置工件原点并设置工件偏置和公共偏置。
按照以下步骤,设置工件坐标系:
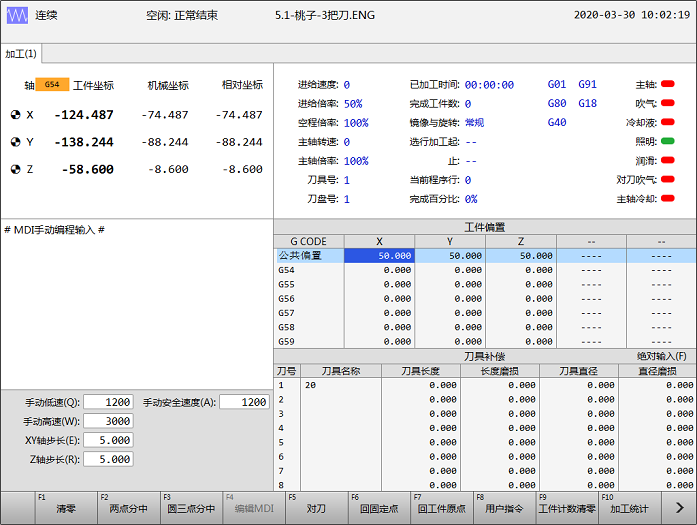
在 自动 模式下,按
进入 加工 页面:
选择以下方式,选择坐标系:
系统自动读取程序文件中的坐标系(默认设置)。
手动选择工件坐标系
该操作用于从 G54 ~ G59 中手动选择加工时所用的工件坐标系。
按照以下步骤,手动选择工件坐标系:
在非参考点模式下,按
 /
/  ,移动光标至 工件偏置 区域内的目标工件坐标系栏。
,移动光标至 工件偏置 区域内的目标工件坐标系栏。该栏坐标系显示为蓝色。
按
 → F7,切换至目标工件坐标系。
→ F7,切换至目标工件坐标系。加工 页面的黄色框
 显示切换后的工件坐标系。
显示切换后的工件坐标系。
确定工件原点
该操作用于根据相对于工件上的某个点,来确定工件原点。
按照以下步骤,确定工件原点:
清零
该操作用于清零各轴当前的工件坐标,并将对应轴或全部轴的机械坐标值设置为相应的工件偏置值。
按照以下步骤,清零:
将机床刀具移动至要设为工件原点的位置。
按 F1,选择需要进行清零操作的轴:
- 若需将当前 X 轴的工件坐标清零,按 F1 。
- 若需将当前 Y 轴的工件坐标清零,按 F2。
- 若需将当前 Z 轴的工件坐标清零,按 F3。
- 若需将当前 X 轴和 Y 轴的工件坐标清零,按 F6。
- 若需将当前所有轴的工件坐标清零,按 F10。
清零后,工件坐标变为零。
分中
该操作用于当工件原点无法直接确定但已知在两间中间或圆心处时。适用于确定规则工件(规则矩形/圆形)的工件原点,并设置工件偏置。
根据工件的形状,该操作分为:
- 两点分中:通过记录规则矩形毛胚两点坐标,自动计算出其中心点坐标,并将其作为工件原点。
- 圆三点分中:通过记录圆形毛坯圆周三点坐标,自动计算出其中心点坐标,并将其作为工件原点。
二者操作方法类似,该操作以两点分中为例。
在分中某轴时,需注意其他轴保持不动。
以 X 轴为例,按照以下步骤,分中:
按 F2,弹出 两点分中 对话框:
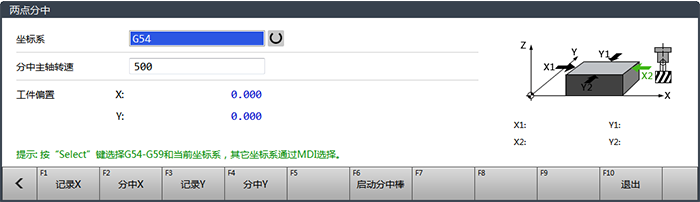
可选: 若所需工件坐标系与默认工件坐标系不同时,按
 ,选择目标工件坐标系。
,选择目标工件坐标系。加工 页面同步更新为所选的工件坐标系。
可选: 若需使用分中棒进行精确定位,在 分中主轴转速 输入框设置分中时主轴转速并按 F6 。
分中主轴转速 的值不宜过大。默认为 500 RPM。
若不使用分中棒,按
 /
/  ,启动主轴,主轴转速为软件中的设定值或程序文件中的设定值。
,启动主轴,主轴转速为软件中的设定值或程序文件中的设定值。移动 X 轴至工件的一侧,按 F1,记录 X 轴的机械坐标。
移动 X 轴至工件的另一侧,按 F2,系统根据当前位置坐标和上一步记录的坐标计算出 X 轴的中心点坐标,并将其设置为工件原点。
设置工件偏置和公共偏置
设置工件偏置针对某一工件坐标系,用来设置工件原点相对于机械原点的偏置;设置公共偏置针对所有坐标系,用来调整各轴的工件原点。
按照以下步骤,设置工件偏置和公共偏置:
在非参考点模式下,按
,进入 加工 页面。按
 /
/  / / ,选择对应轴工件偏置的输入框,按
/ / ,选择对应轴工件偏置的输入框,按  并在弹出的对话框里输入修改值。
并在弹出的对话框里输入修改值。按照以下步骤,设置公共偏置:
按
/ / / ,选择公共偏置的输入框,按 并在弹出的对话框里输入修改值。可选: 若需调整Z 轴的公共偏置,按
→ F8 / F9,输入Z轴进给量的调整值。该值本身不区分正负且为累加值。仅对 Z 轴的公共偏置有效。
装载程序文件
该操作用于装载不同路径下的程序文件。
在 程序 页面,装载不同路径下的程序文件:
装载本机/可移动盘程序
该操作用于装载显示在一体机根目录 D\\NcFiles 下的程序文件及文件夹内的程序文件或显示在移动设备根目录下的程序文件及文件夹内的程序文件。
以可移动盘程序为例,按照以下步骤,装载本机/可移动盘程序:
将可移动盘插入 NK530M 一体机。
按
 → 2,进入 可移动盘程序 页面:
→ 2,进入 可移动盘程序 页面: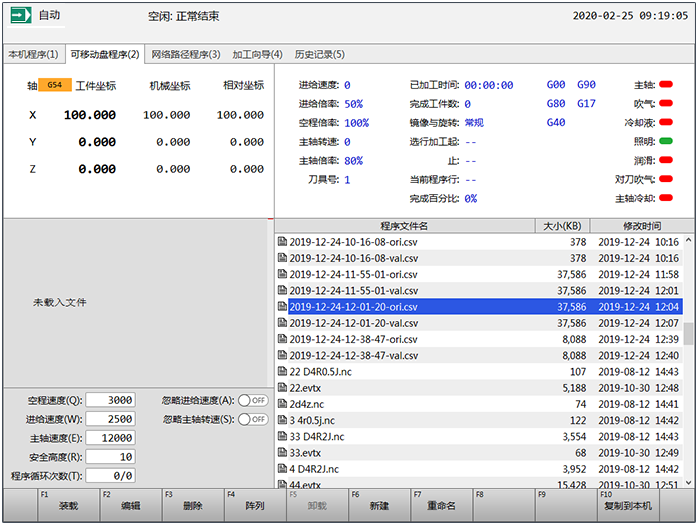
可选: 若需新建一个程序文件,按 F6。
按
/ ,选择目标程序文件。可选: 若需使用阵列功能,按 F4 → F1, 设置 行数、列数、行间距 及 列间距,生成矩形阵列文件。
生成的新文件出现在 本机程序 页面。
可选: 若需使用镜像复制功能,按 F4 → 按 F2, 选择 镜像方向,并设置 位置偏移量,生成镜像复制文件。
生成的新文件出现在 本机程序 页面。
可选: 若需编辑目标程序文件,按 F2。
按 F1, 装载目标程序文件。
装载本机/可移动盘程序后,根据实际情况,进行以下操作:
若需删除目标程序文件,按 F3。
若需卸载已装载的程序文件,按 F5。
若需重命名目标程序文件,按 F7。
若需将目标程序文件复制到一体机或可移动盘,按 F10。
装载网络路径程序
该操作通过将 NK530M 和 PC 端(个人电脑)建立正确的连接,实现 NK530M 和 PC 端之间的文件传输,从而访问 PC 端或其他一体机中的共享文件。
按照以下步骤,装载网络路径程序:
设置 IP 地址
该操作用于建立 PC 端与 NK530M 之间的网络连接通道。IP 地址可自动获取或手动设置。前者为系统默认的方式。
设置 IP 地址前,先将 PC 端与 NK530M 置于同一子网内。
以手动设置 IP 地址,按照以下步骤,手动设置 IP 地址:
按
 → 2 → F1,弹出 网络设置 对话框:
→ 2 → F1,弹出 网络设置 对话框: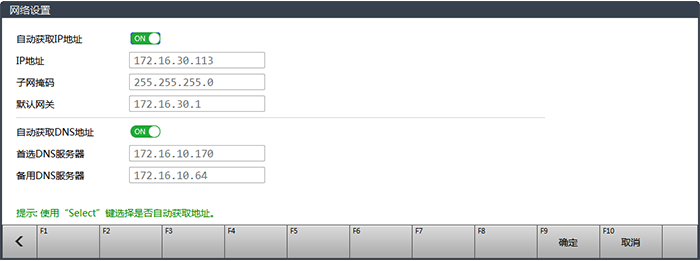
按
,关闭自动获取 IP 地址。按
/ , 选择对应的输入框,并设置以下地址:IP 地址: 前三组与 PC 端设置一致,最后一组与 PC 端设置不一致。
子网掩码: 与 PC 端一致。
默认网关: 与 PC 端一致。
按 F9,退出 网络设置 对话框并保存设置。
新的网络信息显示在 计算机信息 页面 网络连接状态 区域。
验证连接
该操作用于 IP 地址设置后,通过 ping 命令来验证 PC 端与 NK530M 之间的网络连接通道是否成功建立。
按照以下步骤,验证连接:
在 PC 端同时按下 Win + R 键,在 运行 对话框内输入 cmd,并单击 确定,调用命令窗口。
输入 ping + NK530M 的 IP 地址。
例如:ping 172.16.60.172。
按
,查看 ping 结果: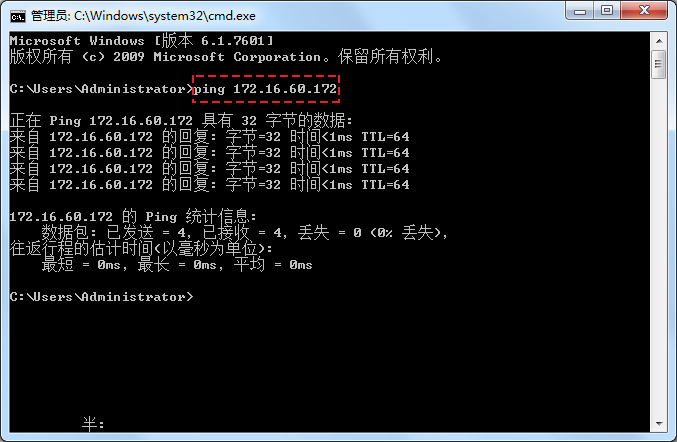
ping 通,网络连接通道成功建立。
若连接失败,按照以下步骤,进行故障排查:
查看路由器对应的网线接口是否有指示。
查看 NK530M 的 IP 地址设置是否正确。
详情请参见 设置 IP 地址。
访问共享的程序文件
该操作用于成功建立网络连接通道后,从 NK530M 访问 PC 端或其他一体机中的共享文件。
若访问 PC 端的文件夹,先将目标文件夹属性设置为 共享文件夹。
按照以下步骤,访问共享的程序文件:
按
→ 3,进入 网络路径程序 页面: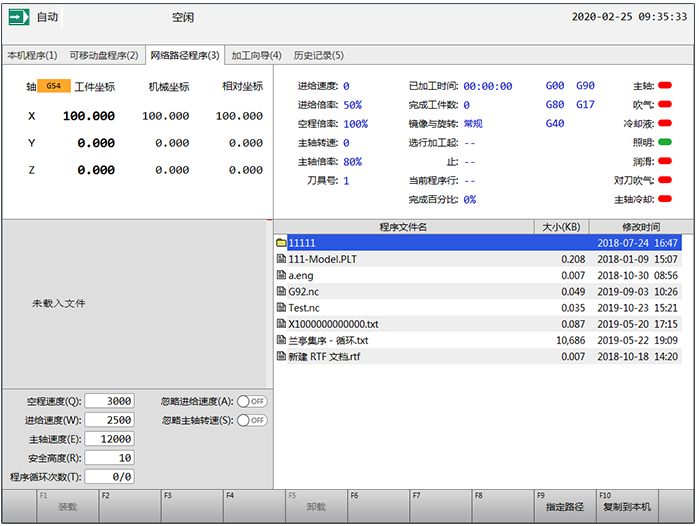
按 F9,弹出 浏览文件夹 对话框:
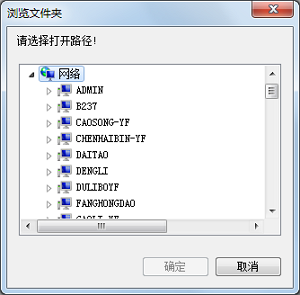
选择 网络 → 目标 PC 端名,找到所需共享的文件夹,并点击 确定,共享文件中的文件列表显示在 网络路径程序 页面。
按
/ 选择目标程序文件。按 F1, 装载目标程序文件进行加工。
访问共享的程序文件后,根据实际情况,进行以下操作:
若需卸载已装载的程序文件,按 F5。
若需将程序文件复制至本机,按 F10。
执行模拟仿真
该操作用于为用户提供了一个快速逼真的模拟加工环境,便于用户预先了解机床要做的运动形式,防止因编写加工程序时的失误而造成机床的损坏。
执行模拟仿真前,确保目标程序文件已加载。
按照以下步骤,执行模拟仿真:
按
 → F1。系统进入仿真状态后,页面下方出现 仿真 操作按键:
→ F1。系统进入仿真状态后,页面下方出现 仿真 操作按键:
可选: 根据实际情况,调整运动轨迹:
若需调整视图,按 F4。包括:正视图、后视图、俯视图、仰视图、左视图、右视图、西北等轴侧视图、西南等轴侧视图、东南等轴侧视图、东北等轴侧视图。
若需放大图形,查看当前加工点,按 F5。
若需缩小图形,查看当前加工点,按 F6。
若需显示当前加工点,按 F7。
若需图形适应窗口,按 F8。
可选: 若需载入轨迹,按 F9。
可选: 若需清除轨迹窗口已加载的轨迹,按 F10。
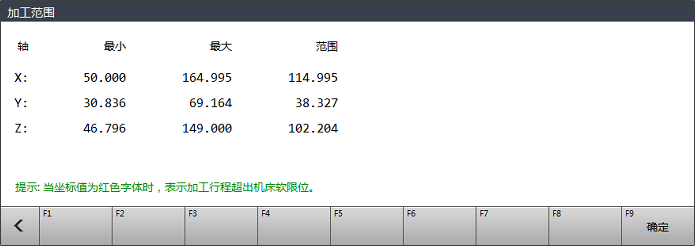
可选: 若需查看加工范围,按 F2:
运行程序
运行程序前,确保:
按照以下方式,运行程序:
执行开始加工
该操作用于自动从程序起始行加工至程序结束行。
通过 WH308M 操作面板,进行以下操作:
当程序中出现
\时,若需跳过该行程序,加工前按下 。
。若需当程序中有 M01 程序停止,加工前按下
 。
。若需暂停加工,按
 。
。若加工过程中出现断电、紧停等异常情况,按
 ,机床快速移动到断点处,系统从断点行继续加工。
,机床快速移动到断点处,系统从断点行继续加工。
在 自动 模式下,按 ![]() ,系统自动开始加工。
,系统自动开始加工。
执行选刀加工
该操作用于当程序文件中包含多把刀具,并且每把刀加工的工件部位不同时,选择其中几把刀具,加工工件某个部分。仅适用于 G 代码文件和 ENG 代码文件。
执行选刀加工前,确保:
若装载文件为 G 代码文件,参数 N62022 G代码选刀有效 设为 是。
若装载文件为 ENG 代码文件, 参数 N65203 使用ENG文件选刀加工功能、N65207 使用ENG文件修改刀具号 和 N65208 自动修改刀具号 设为 是。
按照以下步骤,执行选刀加工:
根据装载文件类型,选择以下方式,装载程序文件:
含有多把刀的 5.50 至 5.53 版本的 ENG 文件:
装载 ENG 文件。
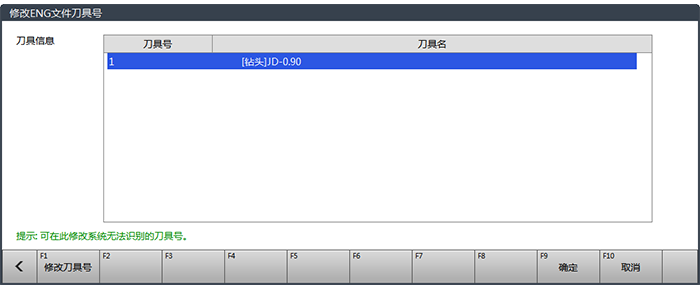
可选: 若 ENG 文件中有系统无法识别的刀具号,自动弹出 修改ENG文件刀具号 对话框,选中需要修改的刀具,按 F1,设置完后,按F9 → F9:
装载的文件为含有多把刀的 G 代码文件或 5.50 至 5.53 以外版本的 ENG 文件。
详情请参见 装载程序文件。
在 自动 模式下,按
→ F4,弹出 ENG/G文件选刀加工 对话框: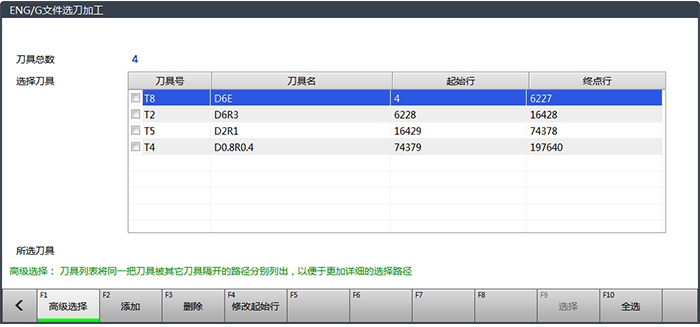
可选: 若需处于非高级选择状态,按 F1:
高级选择(默认设置):处于高级选择状态,界面显示 刀具号、刀具名 以及对应的程序段的 起始行 和 终点行,便于选择某把刀具的一个程序段。
例如:刀具 T1 对应程序段 1 ~ 5 行 和 50 ~ 70 行,界面显示出二个程序段的信息,可单独选中 T1 对应程序段 1 ~ 5 行 或 50 ~ 70 行。
非高级选择:处于非高级选择状态,界面显示 刀具号 和 刀具名,选中目标刀具即选中该刀具的所有程序段。
例如:刀具 T1 对应程序段 1 ~ 5 行 和 50 ~ 70 行,选中刀具 T1,即选中 T1 对应程序段 1 ~ 5 行 和 50 ~ 70 行。
可选: 若需修改刀具信息中 起始行,按 F4 并在弹出的对话框里输入修改值。
根据实际情况,选择刀具:
若需选择部分刀具,重复按
/ → F2 → F9,选择目标加工刀具并添加,直至添加完所有目标加工刀具。若需选择全部刀具,按 F10。
选刀成功后,若需重新选择刀具,进入 ENG/G文件选刀加工 对话框,重新选择。
执行选行加工
该操作通过自定义程序段起始、结束行号或通过搜索指定目标刀具号对应的程序段,实现程序的跳段执行。
按照以下步骤,执行选行加工:
在 自动 模式下,按
→ F3,弹出 选行加工 对话框: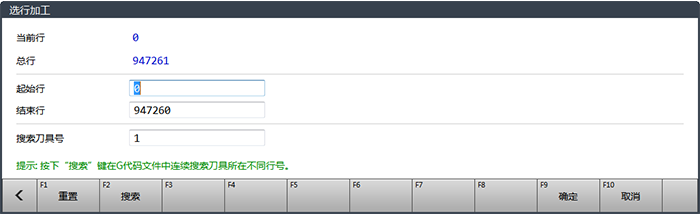
- 当前行:显示当前加工程序指令所在行号。
- 总行:显示当前程序文件中程序指令总行数。
选择以下方式,指定加工的 起始行:
在 起始行 输入框直接输入起始行号。
有效输入范围:[当前行号,结束行号]。
在 搜索刀具号 输入框,指定刀具号,并按 F2 进行搜索,系统自动搜索该刀具号所在的程序行,并将其作为起始行。
多次按此键可搜索文件中该刀具所在的不同程序行。
该操作仅支持 G 代码文件。
指定加工的 结束行。
有效输入范围:[起始行号,总行号]。
可选: 若需重置起始行或结束行,按
/ ,选择 起始行 或 结束行 对话框并按 F1。
设定后,可在软件各个页面的文件名行及 加工信息 页面查看目标程序文件的起止行号。