NK280B 一体机
通过本章您可快速熟悉 NK280B 一体机的构造组成。
操作面板
NK280B 一体机操作面板正视图如下:
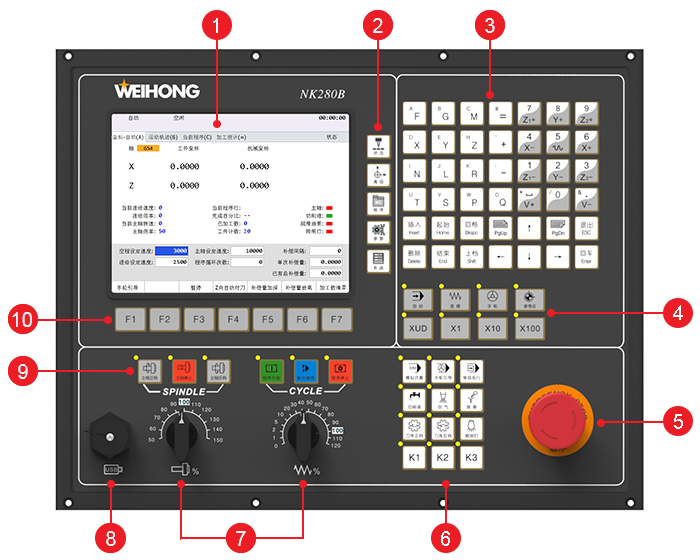
主功能菜单按键

: 进入状态功能区。 : 连续按此键或对应窗口快捷键可切换如下功能页面: : - 坐标-自动 : - 运动轨迹 : - 当前程序 : - 加工统计

: 进入高级功能区。 : 连续按此键或对应窗口快捷键可切换如下功能页面: : - 坐标管理 : - 用户指令 : - 丝杠误差补偿

: 进入程序功能区。 : 连续按此键或对应窗口快捷键可切换如下功能页面: : - 磨床教导

: 进入参数功能区。 : 连续按此键或对应窗口快捷键可切换如下功能页面: : - 机床控制参数 : - 参数备份 : - 驱动器参数

: 进入系统功能区。 : 连续按此键或对应窗口快捷键可切换如下功能页面: : - 端口 : - 日志 : - 系统信息 : - 数据采集
键盘按键
示图如下:
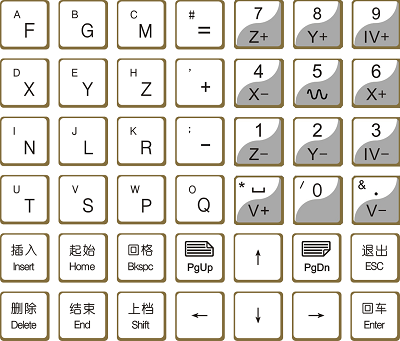
使用说明如下:
基本使用规则同计算机输入键盘。
字符按键输入:
- :直接按字符键:输入右下方字符。
- 按 上档(Shift) + 字符 键:输入左上方字符。
手动模式下,数字键用作轴方向键:
- 单独按下轴方向键:机床以手动低速运动。
- 按下轴方向键+数字“5”:机床以手动高速运动。
模式按键
![]()
: 切换至 自动 模式。 : 在此操作模式下,机床自动运行待加工程序。
![]()
: 切换至 连续 模式。 : 在此操作模式下,按住此按键机床持续运动直至松开。
![]()
: 切换至 手轮 模式。 : 在此操作模式下,由手轮设备控制机床运动。
![]()
: 切换至 回机械原点 模式。 : 在此操作模式下,可便捷地进行回机械原点操作和设置基准。
![]()
: 切换至 步进 模式。 : 在此操作模式下,机床只运动确定的距离。 : 倍率默认选中“X100”档。 : X1 / X10 / X100 为固定步长0.001/ 0.01/ 0.1(mm或inch),XUD 为自定义步长。
紧停按键

: 用于当机器处于危险状态时,停止机床运转。 : 危险解除后,顺时针旋转按钮可解除紧停报警。
辅助功能按键
![]()
: 用于执行仿真加工。
![]()
: 用于在自动加工中,通过手轮摇动控制程序的执行。
![]()
: 用于执行单段加工程序。
![]()
: 用于控制切削液的开关。
![]()
: 用于控制吹气的开关。
![]()
: 用于控制润滑油的开关。
![]()
: 用于控制头架正转。
![]()
: 功能暂无。
![]()
: 用于控制照明灯的开关。 : 暂未定制。
![]() ~
~ ![]()
: 功能定制按键。 : K1:暂未定制。 : K2:控制端面量仪液压开关。 : K3:控制外圆量仪液压开关。
倍率旋钮

: 用于调节主轴转速(50%~150%)。

: 用于调节进给速率(0%~120%)。
运动控制按键
![]()
: 用于控制砂轮启动。
![]()
: 功能暂无。
![]()
: 用于停止砂轮转动。
![]()
: 用于开始执行程序。
![]()
: 用于停止执行的程序。
![]()
: 用于加工中出现断电、紧停等异常情况时,将机床快速移动到断点处,并从断点行继续执行程序。
操作按键
 ~
~ 
: 用于执行显示屏幕底部对应的操作。
背面接口
NK280B 一体机背面接口示图如下:
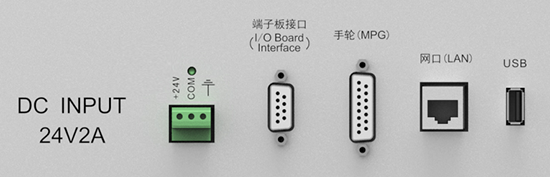
根据接口提示信息,可正确接线。