手动调整增益
受负载条件等限制而无法更好地调整增益以及为使相应各负载发挥最佳应答性、稳定性时,需手动调整增益。
手动调整时,若伺服系统出现振荡或控制性能不理想的情况时,可通过调整速度环参数和位置环参数来消除振荡、提高系统性能。
按照以下步骤,手动调整增益:
可选: 切换增益。
可选: 抑制机械共振。
可选: 设置2段转矩滤波器。
设置 2 段转矩滤波器前需抑制机械共振。
执行基本调整
需设置的参数包括:
| 行业 | Pr100 | Pr102 | Pr104 |
|---|---|---|---|
| 木工 | 300~600 | 150 | 30 |
| 铝雕 | 500~800 | 120 | 30 |
| 金属 | 1000~1600 | 90 | 30 |
| 3C | 1000~1600 | 90 | 30 |
| 激光 | 1500~2800 | 100 | 30 |
| 水切割 | 400~600 | 100 | 30 |
各参数间相互制约,若只有位置环增益增加,则位置环输出的指令将变得不稳定,以致整个伺服系统的反应也变得不稳定。
执行基本调整前,推定惯量比。
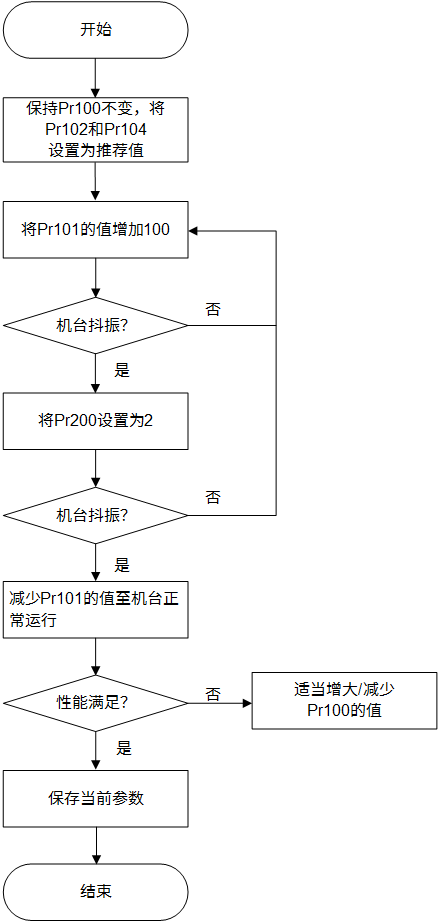
按照以下步骤,执行基本调整:
注意: 通常应保证速度环增益大于位置环增益。若速度环增益比位置环增益小很多,系统在阶跃信号作用下可能超调,将严重破坏系统性能。
参数设置较为合适,电机速度紧跟位置指令,速度基本无超调,定位时间较短。
执行基本调整后,将参数 Pr200 自适应滤波器模式设置 设置为 0。
增益参数调整后依然未达到所需效果,可联系我司。
切换增益
在第 1 增益和第 2 增益间进行切换。
通过内部数据或外部信号进行增益切换,可获得以下效果:
- 降低停止时(电机锁定)的增益,抑制振动。
- 提高停止时(稳定时)的增益,缩短稳定时间。
- 提高工作时的增益,提高指令追随性。
- 根据机床的状态,用外部信号切换增益。
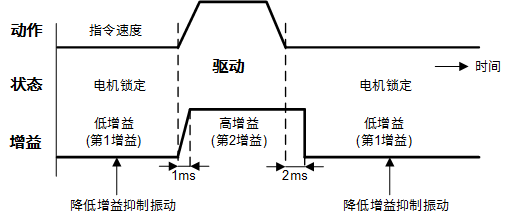
增益切换的原理如下图所示:
参见 增益切换条件,切换增益。
举例
当电机停止(电机锁定)发生噪音时,在电机停止后,按照以下步骤,切换为较低增益以降低噪音:
不切换增益,手动调整增益。
设置第 2 增益参数:
- 将参数 Pr105 第 2 位置环增益 设置为与参数 Pr100 第 1 位置环增益 一致。
- 将参数 Pr106 第 2 速度环增益 设置为与参数 Pr101 第 1 速度环增益 一致。
- 将参数 Pr107 第 2 速度环积分时间常数 设置为与参数 Pr102 第 1 速度环积分时间常数 一致。
- 将参数 Pr108 第 2 速度检测滤波器 设置为与参数 Pr103 第 1 速度检测滤波器 一致。
- 将参数 Pr109 第 2 转矩滤波器 设置为与参数 Pr104 第 1 转矩滤波器 一致。
设置以下参数,设定增益切换条件:
停止时,在第1增益中调整参数 Pr101 和 Pr104。
| 参数 | 步骤 1 | 步骤 2 | 步骤 3 | 步骤 4 |
|---|---|---|---|---|
| Pr100 | 630 | - | - | - |
| Pr101 | 350 | - | - | 270 |
| Pr102 | 160 | - | - | - |
| Pr103 | 0 | - | - | - |
| Pr104 | 65 | - | - | 84 |
| Pr110 | 300 | - | - | - |
| Pr111 | 50 | - | - | - |
| Pr105 | - | 630 | - | - |
| Pr106 | - | 350 | - | - |
| Pr107 | - | 160 | - | - |
| Pr108 | - | 0 | - | - |
| Pr109 | - | 65 | - | - |
| Pr114 | - | - | 1 | - |
| Pr115 | - | - | 7 | - |
| Pr116 | - | - | 30 | - |
| Pr117 | - | - | 0 | - |
| Pr118 | - | - | 0 | - |
| Pr119 | - | - | 0 | - |
| Pr004 | 视情况而定 | - | - | - |
增益切换条件
增益切换条件因控制模式而异。
注意: 表中 ● 代表 生效;- 代表 无效。
位置控制模式
Pr115 切换为第2 增益条件 图*5 延迟时间*1(Pr116) 水平(Pr117) 滞后*2(Pr118) 0 固定在第1 增益 - - - 1 固定在第2 增益 - - - 2 增益切换输入 - - - 3 转矩指令 A ● ● (%) ● (%) 4 无效 固定在第 1 增益 - - - 5 速度指令 C ● ● (r/min) ● (r/min) 6 位置偏差 D ● ●* 3(pulse) ● * 3(pulse) 7 有位置指令 E ● - - 8 定位未结束 F ● - - 9 实际速度 C ● ● (r/min) ● (r/min) 10 有位置指令+实际速度 C ● ● (r/min) ● (r/min) 速度控制模式
Pr120 切换为第2 增益条件 图*5 延迟时间*1(Pr121) 水平(Pr122) 滞后*2(Pr123) 0 固定在第 1 增益 - - - 1 固定在第 2 增益 - - - 2 增益切换输入 - - - 3 转矩指令 A ● ● (%) ● (%) 4 速度指令变化量 B - ●* 4(10r/min/s) ●* 4 (10r/min/s) 5 速度指令 C ● ● (r/min) ● (r/min) 转矩控制模式
Pr124 切换为第2 增益条件 图*5 延迟时间*1(Pr125) 水平(Pr126) 滞后*2(Pr127) 0 固定在第1 增益 - - - 1 固定在第2 增益 - - - 2 增益切换输入接通 GAIN - - - 3 转矩指令 A ● ● (%) ● (%)
注释解释:
*1:延迟时间(Pr116、Pr121 和 Pr125)仅在从第 2 增益返回第 1 增益时生效。
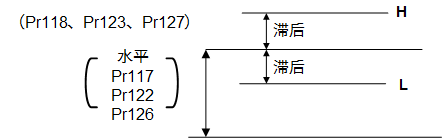
*2:滞后(Pr118 位置控制切换时磁滞、Pr123 速度控制切换时滞后 和 Pr127 转矩控制切换时滞后)的定义如下:
*3:通过控制模式,指定编码器的分辨率。
*4:条件为在 1s 内有 10r/min 的速度变化时,取设置值为 1。
*5:三种控制模式下的增益切换时序图如下所示:
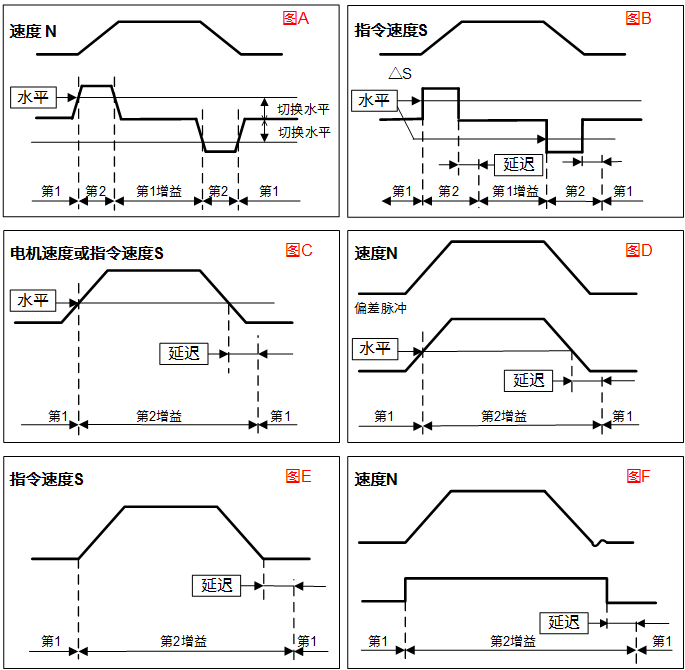
注意: 图中未反映滞后(Pr118、Pr123 和 Pr127)所引起增益切换时序造成的错位。
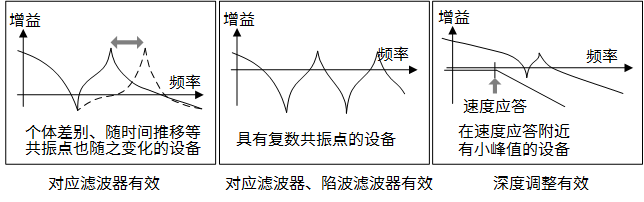
抑制机械共振
机械刚性较低时,轴扭曲引起的共振会产生振动和噪音,因此不能将增益设置较高。通过陷波滤波器来抑制共振峰,使用陷波滤波器后便可设置更大的增益或衰减振动。
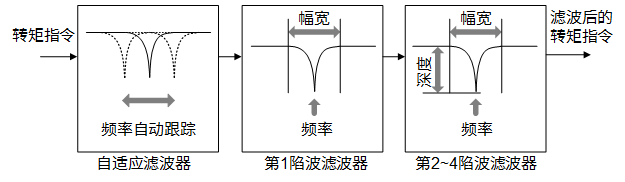
驱动器通常装载四个陷波滤波器。
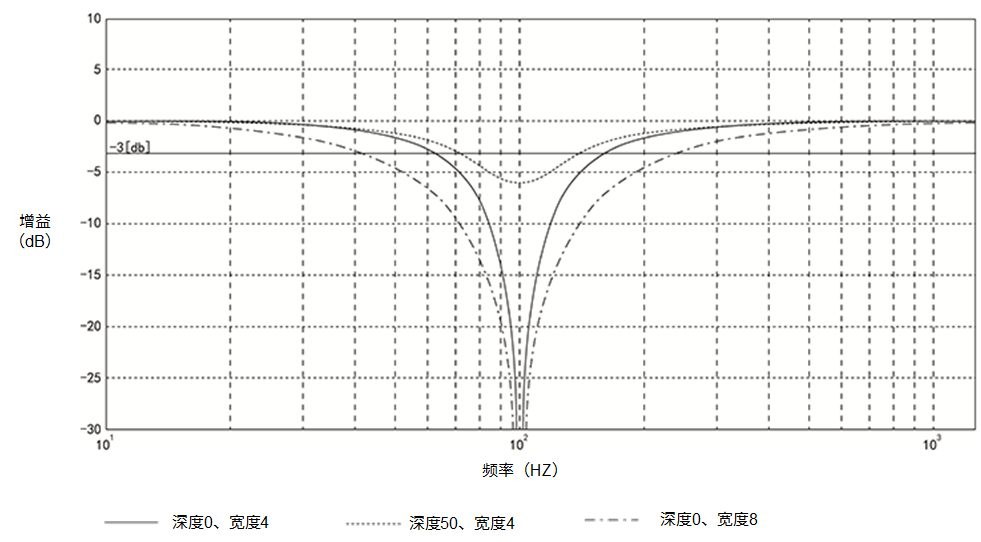
陷波滤波器频率特性图如下所示:
按照以下步骤,抑制机械共振:
设置参数 Pr104 第1转矩滤波器的时间常数 、 Pr109 第2转矩滤波器时间常数,在接近共振频率处便可衰减共振。
按照以下公式,计算转矩指令滤波器的截止频率:
截止频率(Hz)fc = 1 / [2 * (Pr104 / Pr109) * 0.00001]设置以下参数,调整陷波滤波器:
按照下图调整陷波滤波器的频率、幅宽、深度:
举例
设置 2 段转矩滤波器
2 段转矩滤波器是在参数 Pr104 第1转矩滤波器 、 Pr109 第2转矩滤波器 的基础上再增加一个转矩滤波器。通过使用此 2 段转矩滤波器可提高高频振动成分的抑制作用。
原理如下所示:

在所有控制模式都可使用 2 段转矩滤波器功能。
在设置 2 段转矩滤波器前,确保:
伺服已打开。
转矩限制等控制参数外的条件设置正确。
电机正常运行。
按照以下步骤,设置 2 段转矩滤波器:
将参数 Pr643 2 段转矩滤波器衰减项 设置为 1000 (即 ζ=1)。
慢慢增大并调整参数 Pr642 2 段转矩滤波器时间常数。
参数 Pr642 最小值为 5。