坡口切割工艺
由于坡面相对于板材表面为多角度加工,切割所使用的工艺存在差异,本章只介绍存在差异的地方。
切割参数
功能入口: 图层设置 对话框 → 切割参数 页面。
说明:
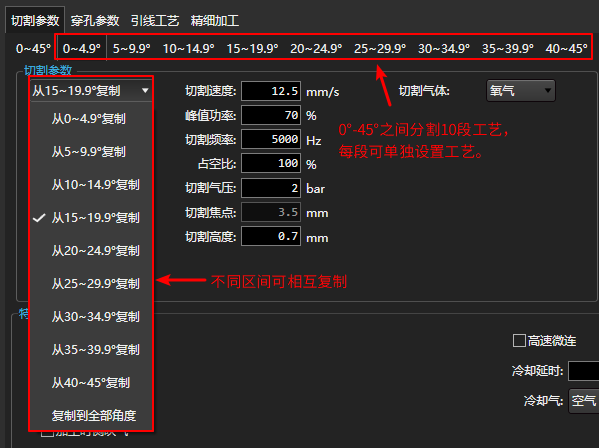
由于坡面相对于板材表面为多角度加工,目前加工坡面角度限制在(0°—45°),对于同一个板材,不同坡角对应的坡面长度不同,所使用的工艺也有差异,故在(0°—45°)之间我们分隔10段工艺;根据所设置的坡口角度,在对应的区间设置工艺。
工艺复制:为减少操作的繁琐性,不同区间的坡口工艺可以相互复制。
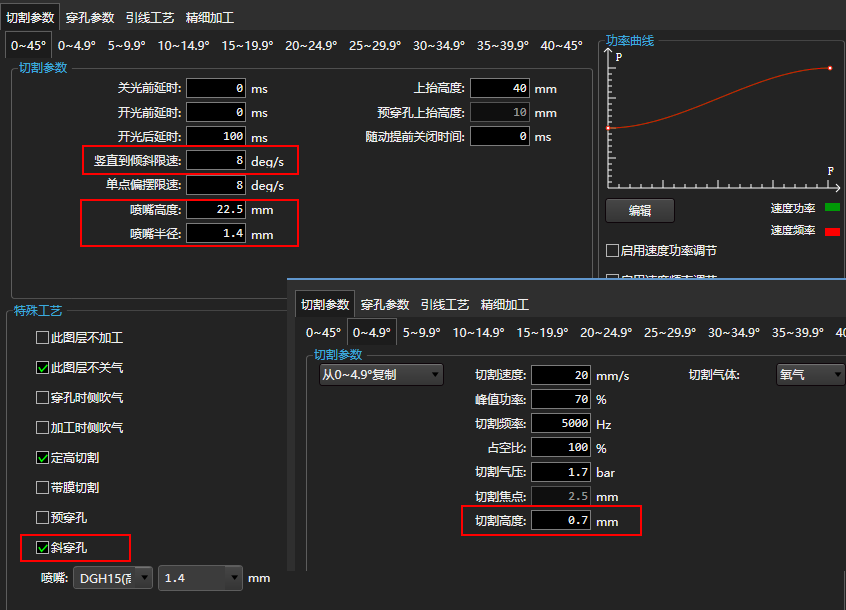
切割参数区的 竖直到倾斜限速:AB旋转轴由垂直状态摆动到倾斜预设位置是的摆动最大速度。
切割参数区的 单点偏摆限速:AB轴绕一点旋转时的摆动最大速度。
切割参数区的 随动提前关闭时间:目的是解决切割结束点“碰板”问题。
特殊工艺区的 斜穿孔:控制切割方式,坡口相关的功能。坡口工艺需要相对于平面倾斜加工,减少因为 直穿孔 导致的工件损坏。

穿孔参数
功能入口: 图层设置 对话框 → 穿孔参数 页面。
说明:
穿孔工艺在设置上可以参考平面的工艺设置。
穿孔工艺也分为多角度设置,不同角度设置的穿孔工艺可以相互复制。

引线工艺
功能入口: 图层设置 对话框 → 引线工艺 页面。
说明:
- 引线工艺在设置上可以参考平面的工艺设置。
- 注意: 引刀线为勾型时,工艺不支持引线斜穿孔。
精细加工
功能入口:图层设置 对话框 → 精细加工 页面。
说明:
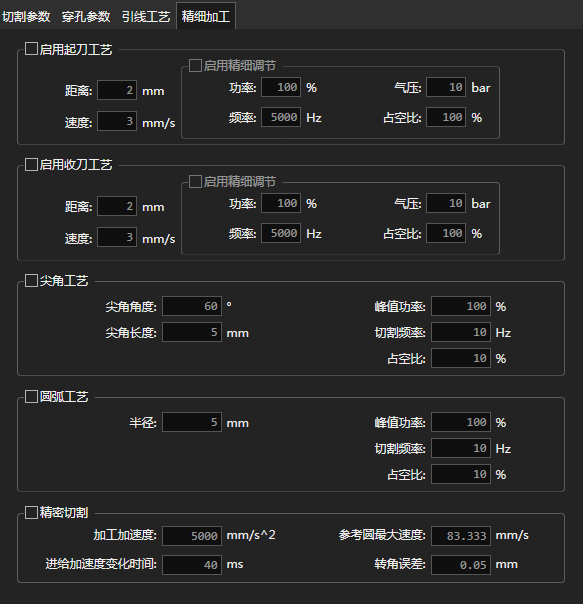
- 精细加工在设置上可以参考平面的工艺设置。
- 起刀工艺:厚板切割起始阶段切割不良时使用。
- 收刀工艺:厚板切割图元结束阶段拖尾时使用。
- 尖角工艺:图元拐角为尖角并且容易烧角时使用。
- 圆角工艺:图元拐角为圆弧并且有挂渣时使用。
- 精密切割:高功率机器薄板切割(辅助气体为氮气和空气等高压气体时)转角挂渣时使用。
切割工艺注意事项
喷嘴高度:图层工艺设置中有 喷嘴高度 设置,请注意:喷嘴高度会影响摆长及RTCP五轴关系,不可以随意设置。
喷嘴半径:图层设置中 喷嘴半径 ,会影响切割精度,请注意不可以随意设置(倾斜时对电容的感知半径不同);坡口切割时,使用不同 喷嘴半径 的喷嘴时,请执行多角度坡口标定。
切割高度:坡口切割时,由于感知电容高度影响, 坡口切割 时,切割高度适当比垂直切割的高度稍高(一般1mm--2mm);
斜穿孔的使用:当切斜方向在零件加工的内侧时,防止垂直切割转到倾斜的过程中损坏工件 ;此时使用 斜穿孔 可以避免此问题。
竖直到倾斜限速 参数设置:
一般情况下,调机人员调试好速度后,操作技术员不需要调整;
垂直到倾斜限速 参数设置过大会导致倾斜到位时抖动,倾斜速度过慢会导致倾斜过程时间比较长,热量放出过多,烧损工件和齿条。
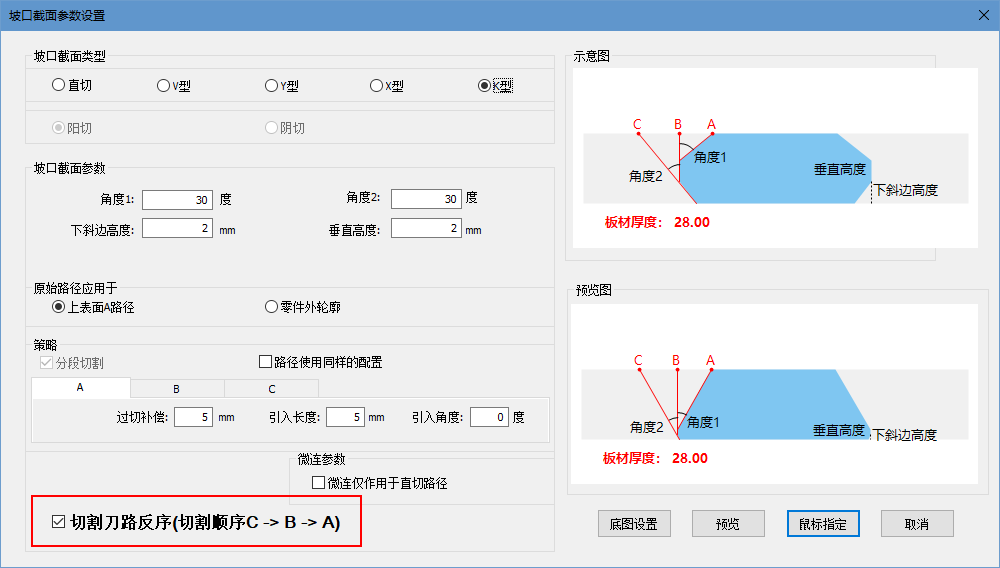
坡口切割顺序:多刀切割(X坡口、Y坡口、K坡口)时,我们有两种切割顺序(A-B-C、C-B-A)供切割选择,一般为了能够使熔渣热量迅速排出或者在 工件侧 生成热量较少的方式,第一刀切割保留在工件侧的。